

Reducing Ash Content In rCB
- By Gaurav Nandi
- December 18, 2025

Recovered carbon black is edging closer to mainstream adoption as ASTM International committee D36 on Recovered Carbon Black develops a new ash content standard, D8621. The test promises to slash analysis times from 18 hours to just a few, a change that could reshape productivity and quality control for tyre makers and rCB producers. Yet the push for faster monitoring also exposes a bigger challenge, as standardisation alone will not guarantee industry-wide adoption. With high capital investment, scaling hurdles and safety considerations, the new method sits at the intersection of technical progress, economic pressure and the tyre industry’s sustainability ambitions.
The ASTM International’s recovered carbon black (rCB) D36 committee developed and published a new standard called D8621, which will improve productivity of tyre makers and also enhance production process monitoring abilities.
Speaking exclusively to Tyre Trends, ASTM D36 Chair and Director of rCB at Circtec, Pieter Ter Haar, said, “The D1506 method was developed for regular carbon black, which typically has an ash content of <1 percent. rCB typically has an ash content between 15 and 30 percent.”
The new standard promises to cut testing times from 18 hours to just a few. Commenting on this, he said, “This rCB-specific test method requires less material, and by operating the furnace at a higher temperature, the rate-of-reaction is optimised for rCB, resulting in the significant reduction in time. Since ash content is one of the important product specifications, reducing the time to obtain results is of great help in quality control of the production process of rCB.”

“The main benefit is the significant reduced time required to obtain ash content information of the rCB sample from a tailor-made test method. The future bias and precision study will have to show if the method also has an improved standard deviation,” he added.
CONSENSUS BUILDING
The method’s creation reflects the convergence of some of the industry’s biggest players. “This standard was created by the globally leading rCB, carbon black and tyre manufacturers who come together in the committee. We will actively try to promote the use of this method going forward both for producers and users,” said Ter Haar.
He argued that the proposed standard could reshape the economics of rCB production, particularly in terms of reducing waste or lowering costs as more process control will typically result in less waste and a quicker ability to adjust feedstock ratio’s when changes need to be made.
“This new method will also help tyre manufacturers analyse rCB faster and this will, however, not likely play a role in competitiveness compared to virgin carbon black,” he stated.
According to Ter Haar, the temperature of the muffle furnace has increased from 550 degrees Celsius to 700 degrees Celsius, which is an important consideration for the manufacturer using this method when it comes to safe execution of this method. Besides, he wasn’t aware of any other potential risks or limitations that need to be considered.
Alluding to how critical is standardisation in gaining wider adoption of rCB within tyre production supply chains from Circtec’s perspective, Ter Haar explained, “Standardisation will not be the silver bullet for better understanding of rCB or overcoming the initial adoption phase of rCB in rubber compounds. However, when it comes to consistent supply of rCB, relevant rCB-specific specifications are crucial.”
SUSTAINABILITY PUSH
ASTM Standard D8621 fits neatly into the tyre industry’s strategic pivot towards greener materials. According to Ter Haar, the new standard is part of the wider industry development of the rCB producers and adaptation to the needs and requirements of the tyre industry for adoption of new raw materials for the construction of tyres.
He pointed to high levels of capital deployment, the emergence of reputable producers across global regions and platforms like ASTM as proof that rCB is on track to become a cornerstone of tyre sustainability.
“There are very few sustainable raw material options available for the tyre industry that seem to be developing into mature industries,” the spokesperson noted, stressing that rCB is now positioned as a key strategic material for fulfilling long-term sustainability and circularity objectives.
Circtec itself is pushing hard to lead the charge. Later this year, the company will open its third European factory in the Netherlands. The facility, built to a scale comparable with regular carbon black plants, is expected to convert around six percent of all waste tyres in Europe into sustainable products once it reaches full capacity.
“We will continue to focus on the global expansion of Circtec and the development of the sector when it comes to regulatory compliance, technical knowledge and producing high-quality rCB at large industrial scale,” he said.
INDUSTRY RECEPTION
The new standard has already won the backing of the tyre industry. “The tyre industry was an active participant in the development and approval process of this new standard,” Ter Haar emphasised.
The benefit is straightforward, which is more precise quality control. “Any time one of the raw material suppliers can improve their quality control, this is welcomed. The main objective of any new standard is that the test method is technically relevant and improves the ability to test rCB’s characteristics that actually correlate to in-rubber performance,” he explained.
For producers, the efficiency gains are significant. At Circtec’s Netherlands plant, for instance, output is expected to reach 10 tonnes of rCB per hour. At these production rates, quick quality control test methods are crucial.
While faster process monitoring will primarily benefit producers with scaled up production capacity, Ter Haar noted that the standard is not necessarily designed to spark innovation in rCB applications beyond tyres such as plastics or coatings.
Crucially, adopting the new standard won’t require expensive technical upgrades. “The benefit of this method and aim during the development is that for most producers or end-users, there would not be a need for any new investments in equipment. This method is based on the use of an affordable ashing muffle furnace with the ability to heat to 700 degrees Celsius,” he said.
ADOPTION DYNAMICS
ASTM standards remain voluntary, but Ter Haar expects uptake to be swift given the operational advantages. “This new standard is a tool to improve the speed of quality control. It is up to the individual parties to adopt this or any other ASTM method. Due to the clear advantages of this method, I would expect both producers and users to welcome using this test method moving forward,” Ter Haar said.
The development also represents a milestone in a broader strategic roadmap. The ASTM committee D36 on Recovered Carbon Black, formed eight years ago, initially issued guidance on which carbon black test methods could or should not be used.
“At the moment, most of the key product performance characteristics of rCB can be determined,” he observed, suggesting that D8621 could be a stepping stone towards a broader suite of rCB-specific standards on par with virgin carbon black testing.
As rCB moves into the mainstream, the combination of industrial-scale production, regulatory support and technical validation is setting the stage for what could become one of the tyre industry’s most significant sustainability transformations in decades.
- Zeon Corporation
- Rubber Product Development
- Elastomer Research and Development
- Data Management System
Zeon Debuts Centralised Data Platform To Streamline Rubber Product Development
- By TT News
- June 29, 2026

Zeon Corporation has introduced a novel data management system specifically designed for elastomer research and development, marking the company’s first foray into a subscription-based service model. The platform is engineered to centralise and streamline R&D data pertaining to rubber products, with the primary goal of enhancing operational efficiency and accelerating developmental processes for its clientele. The initial phase of the rollout will concentrate on the Japanese market, with a strategic plan to broaden access to other regions in the future.
The elastomer industry frequently grapples with the fragmentation of data across disparate systems, which complicates the effective utilisation of historical information. Through extensive experience in elastomer supply and sustained client engagement, Zeon has identified this operational hurdle as a pervasive issue affecting the entire sector. This recognition has been the catalyst for developing a solution that directly confronts these data management deficiencies.
The newly launched system incorporates specialised functionalities that are finely attuned to the nuances of rubber product R&D. It integrates a comprehensive database that combines master data for key compounding agents available in Japan with extensive catalogue information, facilitating rapid and efficient data access for daily research tasks. The platform’s intuitive interface and user experience are meticulously crafted to optimise usability and data visualisation, with a commitment to ongoing enhancements based on evolving customer requirements.
Zeon has formally designated this data management solution as a growth driver for its strategic initiatives, extending beyond the Phase 3 objectives of its STAGE30 medium-term plan. The company envisions this business becoming a cornerstone of its strategy to augment the value proposition of its elastomer operations. By synergising its deep-seated elastomer expertise with advanced data utilisation technologies, Zeon is poised to foster innovation in client R&D and propel the overall advancement of the elastomer industry.
A new bio-based cut & chip resin for the most demanding applications.
NaugaShield BIO-TR 30 is SI Group’s latest advancement in bio-based performance resins designed to significantly improve cut and chip resistance in high-severity rubber applications. With approximately 75 percent bio-based content, this innovative material delivers on sustainability targets while exceeding the performance typically associated with petroleum-derived resins, making it a strong choice for applications such as OTR tyres in mining, construction and agriculture, mining conveyor belts, rubber tracks and mill linings.
Cut and chip resistance is a complex set of material behaviours, including static mechanical strength, dynamic response under deformation and ability to withstand sharp impacts and abrasive environments. In demanding applications such as mining or agriculture, materials must tolerate repeated high-strain loading and resist the initiation and propagation of tears. NaugaShield™ BIO-TR 30 was developed precisely to meet these conditions, demonstrating notably low dynamic heat buildup and excellent tear strength – characteristics closely tied to enhanced cut and chip resistance and long-term durability under cyclical loads.
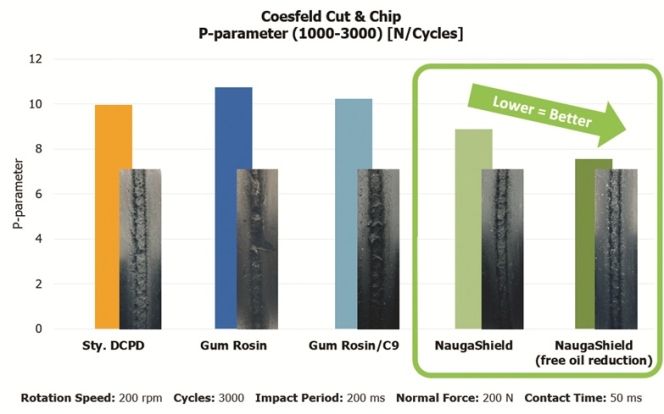
To evaluate its performance, NaugaShield BIO-TR 30 was benchmarked in an Off-road Rib Tread formulation against two widely used industry references: a gum rosin/semi-aromatic C5/C9 resin combination and a styrenated DCPD resin. All materials were tested at an equal loading of 10 phr to provide a direct and unbiased comparison. Under these conditions, the bio-based resin consistently outperformed both alternatives, offering a stronger balance of reinforcing behaviour, improved tear propagation resistance and superior resistance to thermal degradation during dynamic flexing. Further improvements were achievable by reducing the amount of free extender oil in the compound, underscoring the resin’s adaptability in formulation design and its ability to unlock even greater performance when optimised.
These laboratory indicators were corroborated through extended Coesfeld Cut & Chip testing (see chart), in which compounds were subjected to up to 3,000 cycles at 200 rpm under a 200N applied force. Formulations containing NaugaShield BIO-TR 30 exhibited substantially lower mass loss and maintained tread surface integrity more effectively than the hydrocarbon and gum rosin-based-benchmarks. The performance advantage was even more pronounced in compounds adjusted for lower free oil content, confirming that the resin can be tailored to meet the durability requirements of the most challenging operating conditions.
The strong performance of NaugaShield BIO-TR 30 in OTR tread compounds can be readily transferred to other rubber goods that encounter similar wear mechanisms. Applications such as mining belts, agricultural and construction tracks or mill linings benefit from the resin’s ability to reinforce the rubber matrix, reduce crack growth under repeated impact and maintain structural cohesion under high-strain deformation. This versatility allows manufacturers to integrate a 75 percent bio-based resin that supports sustainability by reducing fossil-based content and helping end products last longer while maintaining – and often improving – operational performance across multiple product lines.
NaugaShield BIO-TR 30 is currently available in commercial quantities, enabling compounders and manufacturers to move directly from laboratory evaluation to pilot- and production-scale trials.
Kuraray Celebrates 100th Anniversary With Global Commemorative Ceremony
- By TT News
- June 26, 2026

Kuraray Co., Ltd. marked its 100th anniversary on 24 June 2026, with a commemorative ceremony at the Tokyo International Forum. The company live-streamed the event to its domestic and overseas locations, enabling employees worldwide to join the celebration simultaneously and strengthening the Group's collective spirit.
The speciality chemical company expressed deep appreciation to its stakeholders and predecessors for their enduring support throughout the century. Leaders also reaffirmed the organisation's determination to pursue new challenges collaboratively as it embarks on its next hundred years.

Hitoshi Kawahara, President, Kuraray Co., Ltd.
President Hitoshi Kawahara called for uniting values across diverse countries, regions, languages and cultures during this pivotal moment. He advocated for realising ‘One Kuraray’ by actively connecting people, technologies and knowledge beyond conventional organisational and business boundaries to co-create fresh value.
Kuraray originated in 1926 in Kurashiki, Okayama Prefecture, with the commercial production of synthetic rayon. Over the past century, the company built its reputation on distinctive technologies, including PVA fiber, PVOH resin, CLARINO man-made leather and EVAL EVOH resin, guided by its mission to achieve what no other company can for people and the planet. Today, Kuraray operates across 32 countries and regions. The company now views its centennial as a launching point for tackling social challenges through innovation and for unlocking new possibilities in the years ahead.
Cabot Secures EcoVadis Platinum Rating For Sixth Straight Year
- By TT New
- June 26, 2026

Cabot Corporation has once again achieved the top-tier platinum designation from EcoVadis, maintaining this elite status for six consecutive years. This accomplishment secures the company’s place among the global elite, as only one percent of all businesses scrutinised by the rating agency receive this highest mark. The outcome reflects the firm's sustained emphasis on driving tangible environmental and social advancements while upholding rigorous disclosure standards across its operational network.
The assessment framework employed by EcoVadis examines more than 150,000 entities worldwide, spanning numerous sectors and geographies, with evaluations rooted in established sustainability benchmarks. Cabot registered its most significant annual performance jump this cycle, with a five-point increase in its cumulative score, driven largely by enhanced results in the ethical conduct segment. Additionally, the company retained its exceptional standing in both environmental stewardship and workforce rights, securing the maximum possible recognition in those two critical areas.
With EcoVadis consistently tightening its evaluation parameters to mirror emerging global norms, Cabot has responded by intensifying its own internal sustainability measures. The organisation has concentrated on elevating operational effectiveness and data visibility, ensuring its practices remain responsive to the increasingly stringent expectations of stakeholders and rating bodies alike.
Underpinning this trajectory is a deeply ingrained organisational culture focused on iterative refinement and long-term value creation. By persistently elevating its sustainability agenda, Cabot reinforces its reputation as a proactive industry participant, dedicated to aligning corporate performance with broader societal and environmental objectives.
Jennifer Chittick, Senior Vice President, Safety, Health and Environment (SH&E) and Government Affairs; Chief Sustainability Officer, said, “We are encouraged by this year’s EcoVadis results, which reflect meaningful progress across our sustainability programme and our largest year-over-year score increase to date. These results demonstrate how greater transparency, stronger cross-functional collaboration and disciplined execution are helping us strengthen how we operate while advancing progress toward our 2030 sustainability goals.”




Comments (0)
ADD COMMENT