

WHEN ADDITIVES BECOME FUNCTIONAL, NEW POSSIBILITIES EMERGE!
- By Colin Clarke
- December 23, 2020

Polymer producers have responded to the changing tyre industry expectations, their innovations take into account a more reactive functionality within polymer architecture, and this is closely matched by increasingly greater degrees of filler surface chemistry. As a result, tyre compound properties may now be tailored to meet quite specific tyre performance targets.
Tyre processing methods also underwent progressive stages of modernisation in recent years, for example, more sophisticated reactive mixing technology together with high-speed extrusion systems allowing for direct extrusion onto the building drum become established as cost effective production routes for many of the major producers.
These advancements however bring about their own conflicts, processing pathways involving multiple stages, often with the ability to rework compound or adjust rheological properties by additional time or energy input during the process are no longer viable options for most tyre producers. It has thus become necessary to achieve processability through an increasingly narrow operating window.
Formulations optimised to achieve peak tyre performance in most cases also tend towards more challenging processing characteristics. This is to be expected; the use of high and narrow molecular weight reactive polymers alongside fillers having high surface area and chemistry, often in loadings above that of the polymer are the norm. The trend towards usage of high loading of plasticiser and resinous materials to adjust tyre tread grip and traction response all contribute to a less forgiving processing nature. Often those compounds that are highly reinforced appear the most fragile during processing and poor green strength with an easily tearing or crumbly compound appearance are often-discussed processability issues. By contrast, the use of high loadings of resins and plasticisers, for example in winter or high-performance tyre formulations, results in compounds that during processing can more resemble chewing gum than tyre treads!
The use of process additive chemicals in an attempt to overcome the processing limitations observed gives rise to further conflicts; Lubricant additives might improve compound surface appearance; however, green strength will probably further reduce due to the unwanted softening effect. The same is true for release additives where lower tack unfortunately remains at a higher value than the also lowered tensile strength of the compound. Filler dispersion is often targeted by additives, however higher loading of fillers mandate equally higher additive loadings, we should more accurately discuss loading as “parts per hundred of filler” not rubber, and under the appropriately higher additive loading, the risk of interference with vulcanisation properties or even additive migration leading to surface bloom become realistic concerns.
Conflicting performance characteristics
The development team at Schill + Seilacher has recognised the need to decouple conflicting performance characteristics found within conventional process additive chemistries. As a result, innovation within our Struktol® range offers tyre compounders opportunities to achieve processability without compromise.
Reduced viscosity leading to better extruder flow properties and improved surface appearance, whilst at the same time achieving an increased compound green strength can be realised by use of Struktol HT 300, a new generation of reactive process additive.
An extract of key processing and property influence in a typical highly silica filled sSBR tread compound are highlighted in the following data.
|
|
Control |
Struktol HT 300 6 phr |
Struktol HT 300 12 phr |
|
Mooney ML (1+4) 100 °C (MU) |
75 |
65 |
53 |
|
Loss of batch weight due to sticking in the mixer (%) |
1.9 |
0.6 |
0.4 |

 Significantly lowered Mooney viscosity as well as better mixer batch off with reduced sticking to the mixer rotor and gate with Struktol HT 300 are observed.
Significantly lowered Mooney viscosity as well as better mixer batch off with reduced sticking to the mixer rotor and gate with Struktol HT 300 are observed.
An increase in compound green strength was obtained by the addition of Struktol HT 300; this is the opposite of expectation for conventional process additive chemistry, where reduced viscosity is obtained. In addition, the filler dispersion as evidenced by a reduction in the so-called “Payne Effect” as tested in uncured compound by means of RPA strain sweep, is also improved.
Lab extrusion trials, using cold feed extruder demonstrate improved surface appearance and lower compound pressure achieved by use of Struktol HT 300, both desirable processing conditions.


|
|
Control |
HT 300 6 phr |
HT 300 12 phr |
|
Hardness |
66 |
67 |
65 |
|
Abrasion loss (DIN) |
113 |
102 |
106 |
Physical properties are also acceptable, with a progressive increase in tensile strength an elongation and maintenance of stiffness with loading of 6 phr of process additive, only at higher loading of 12 phr would a balancing slight reduction in process oil be required.
Compound hardness remained unchanged alongside improved wear resistance, as measured by DIN abrasion loss testing, even when using higher loading of process additive, are important aspects.
The ability to decouple the relationship between lubrication, important for improved rheological behaviour, and the maintenance of strength and stiffness in both the uncured and vulcanised condition is only possible with such new and innovative class of process additive. This departure from conventional thinking offers the tyre compounder significant degree of freedom to retain the benefits in terms of easier processability without sacrifice of key tyre performance properties.

In this example, the use of Struktol HT 300 prioritised green strength alongside reduced viscosity. By contrast, our new Struktol HT 250 decouples release from other properties, especially effective for winter tyre tread; compound stickiness is resolved without compromise of viscoelasticity.
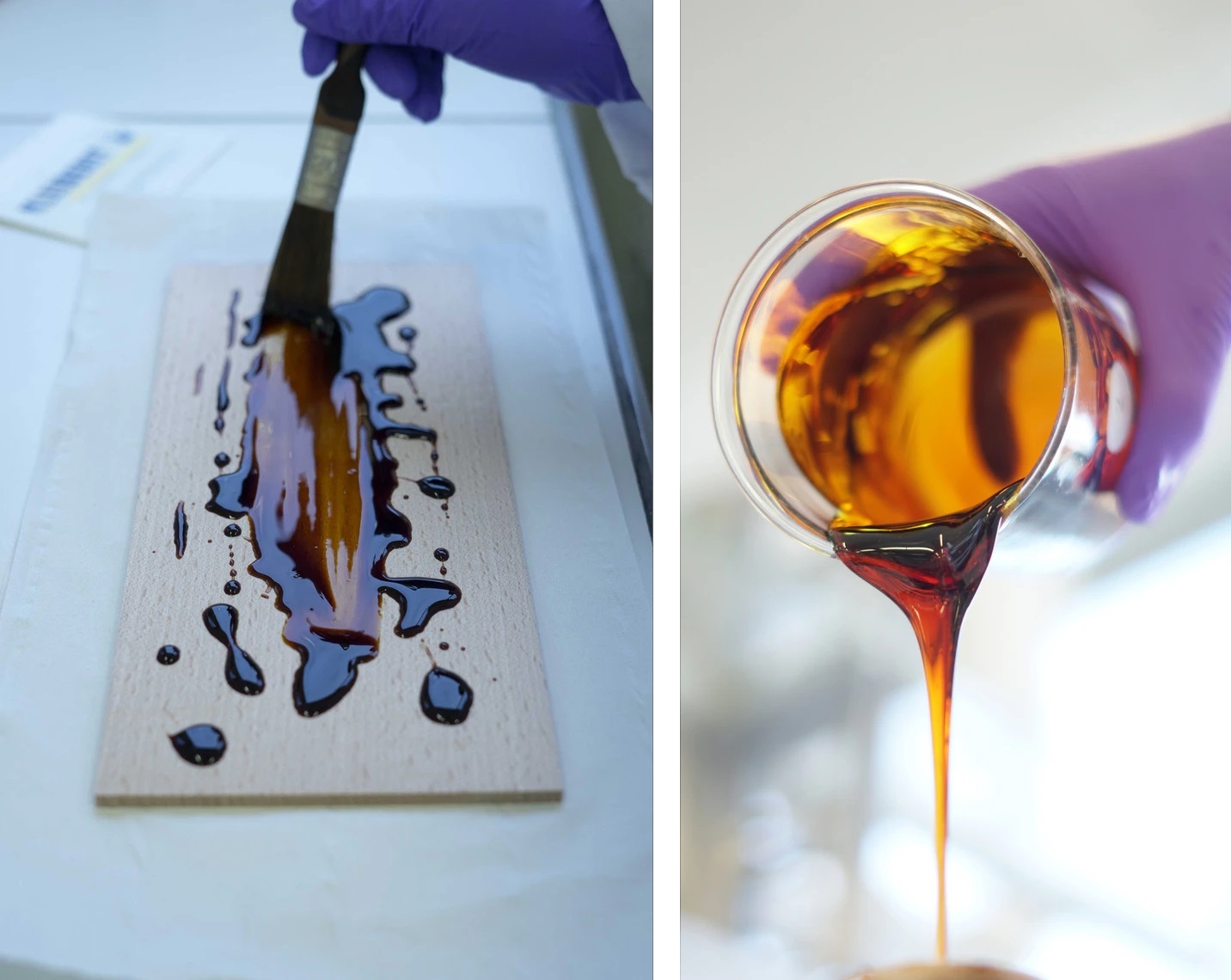
Ensuring that migration and ultimately bloom within rubber compounds is kept to the lowest level is important for final article aesthetics, for tyres additional considerations arise; they are composite structures, therefore it is imperative that chemicals do not migrate across boundary layers in an uncontrolled manner, which could result in changed behaviour or interfacial adhesion failure over time. In order to limit migration, the compatibility, solubility and concentration of chemicals are carefully considered. However, one method of ensuring long-term stability involves chemically binding the additive within the vulcanisation network.
At Schill + Seilacher, we have achieved this degree of crosslinking capability for a number of new-generation Struktol process additives. Their usage allows the compounder to avoid completely the risk of migration and bloom due to additive presence.
Photographs of two vulcanised rubber sheets based on the same formulation. On the left-hand side, evidence of typical surface bloom, which may occur due to migration of a conventional process additive, on the right, containing reactive additive Struktol HT 600 as replacement, it can be seen that bloom was eliminated.
 This technology also opens tremendous opportunities to “fix” process additives in place within the respective component, the role of additives withinthe cross-linking mechanism may additionally lead to vulcanisate performance characteristics.
This technology also opens tremendous opportunities to “fix” process additives in place within the respective component, the role of additives withinthe cross-linking mechanism may additionally lead to vulcanisate performance characteristics.

One interesting tyre related example involves the development of a superior tyre curing bladder performance, here we have developed new reactive plasticisers called Struktol HT 815 and Struktol HT 820, their use is directed towards resin-cured butyl rubber. This combination of polymer and curing system provides for superior heat resistance with excellent flex fatigue resistance and is used as the basis for tyre curing bladders. Here the replacement of widely used castor oil as plasticiser with new Struktol HT 800 series product leads to a significantly improved bladder performance life, with greater stability in viscoelastic properties. Reduced stiffening of the bladder, due to lower degree of plasticiser migration translated into a much lower flex-cracking rate, especially after high temperature steam ageing.
Reactive Struktol plasticisers, HT 815 and HT 820 exhibit a significantly reduced flex cracking rate when compared to the widely used castor oil, which readily migrates from the bladder; as a result, significant extension of bladder service life is possible.
New reactive process additives, with tailored functionality to closely match the specific chemistry of polymers, fillers and cure systems are actively developed. These innovative products under the Struktol brand offer tyre compounders a more comprehensive toolkit in order to tailor compound performance to meet tyre performance demands. The conflicts of property versus processability diminish and new possibilities emerge!
Zeon And Yokohama Rubber Advance Sustainable Rubber Project With New Facility Completion
- By TT News
- August 04, 2026

Zeon Corporation has finalised the construction of a new bench-scale facility at its Tokuyama Plant in Shunan City, Yamaguchi Prefecture, dedicated to advancing the efficient production of butadiene from sustainable ethanol sources. The project, which broke ground in July 2025, represents a strategic move to establish a naphtha-independent raw material supply chain, thereby bolstering both corporate sustainability and the broader transition towards a carbon-neutral society. The facility is slated to commence full-scale operations in January 2027, with the ultimate goal of achieving commercial viability by 2034.
A commemorative ceremony took place at the plant site on 31 July 2026, drawing a total of 46 attendees. The gathering included official representatives from Japan’s Ministry of Economy, Trade and Industry (METI), the New Energy and Industrial Technology Development Organization (NEDO) and local governmental bodies from Yamaguchi Prefecture and Shunan City. Also present were delegates from the Yokohama Rubber Company, the construction contractor and various affiliated firms, alongside Zeon’s leadership, including Akira Honma, the Corporate Officer and Tokuyama Plant Manager.
This initiative forms one half of a dual-themed research and development programme undertaken in partnership with Yokohama Rubber, under the auspices of NEDO’s Green Innovation Fund. The collaborative effort is focused on the social implementation of technologies for synthesising both butadiene and isoprene from renewable biological materials by the 2030s. As part of this process, Zeon is set to produce a prototype polybutadiene rubber using the output from the new bench-scale facility, while Yokohama Rubber will subsequently manufacture test tyres from this material and conduct performance evaluations on test tracks.
Both companies have outlined a clear roadmap, intending to finalise the core technology for societal deployment by 2030 through the operation of a larger pilot plant, with full-scale commercialisation targeted for 2034. The bench-scale facility is a critical precursor in this phased approach, providing essential data for the scale-up process.
The broader project encompasses two selected NEDO themes, both subsidised through the Green Innovation Fund. The first involves the highly efficient synthesis of butadiene from ethanol, with technical cooperation from the National Institute of Advanced Industrial Science and Technology. The second focuses on biotechnological pathways to directly produce butadiene and isoprene from plant-based materials, involving partnerships with the Institute of Science Tokyo and RIKEN. Both tracks aim to supplement synthetic rubber feedstocks and support closed-loop recycling, aligning with Japan’s 2050 net-zero emissions goal by fostering long-term industrial innovation.
- Association of Natural Rubber Producing Countries
- ANRPC
- Monthly NR Statistical Report
- Natural Rubber
ANRPC Publishes Monthly NR Statistical Report For June 2026
- By TT News
- July 31, 2026

The Association of Natural Rubber Producing Countries (ANRPC) has released its Monthly Natural Rubber Statistical Report for June 2026, a month defined by price resilience amid conflicting market forces. The provisional reopening of the Strait of Hormuz triggered a sharp 20.29 percent drop in Brent crude oil prices to USD 85.40 per barrel. However, this bearish signal was counterbalanced by persistent supply constraints from El Niño-related weather disruptions across major producing regions.
Physical rubber prices posted broad-based gains across most grades. SMR-20 rose 1.39 percent to USD 2.32 per kilogramme, while STR-20 gained 2.61 percent to USD 2.55 per kilogramme. RSS-3 and RSS-4 advanced 4.98 percent and 5.88 percent to USD 3.09 and USD 2.84 per kilogramme, respectively, though latex eased 1.44 percent to USD 1.94 per kilogramme. On the trade front, China's imports surged 7.14 percent month-on-month, while India and Viet Nam declined. Export growth was recorded for Cambodia, Viet Nam and Indonesia, though Thai shipments contracted.
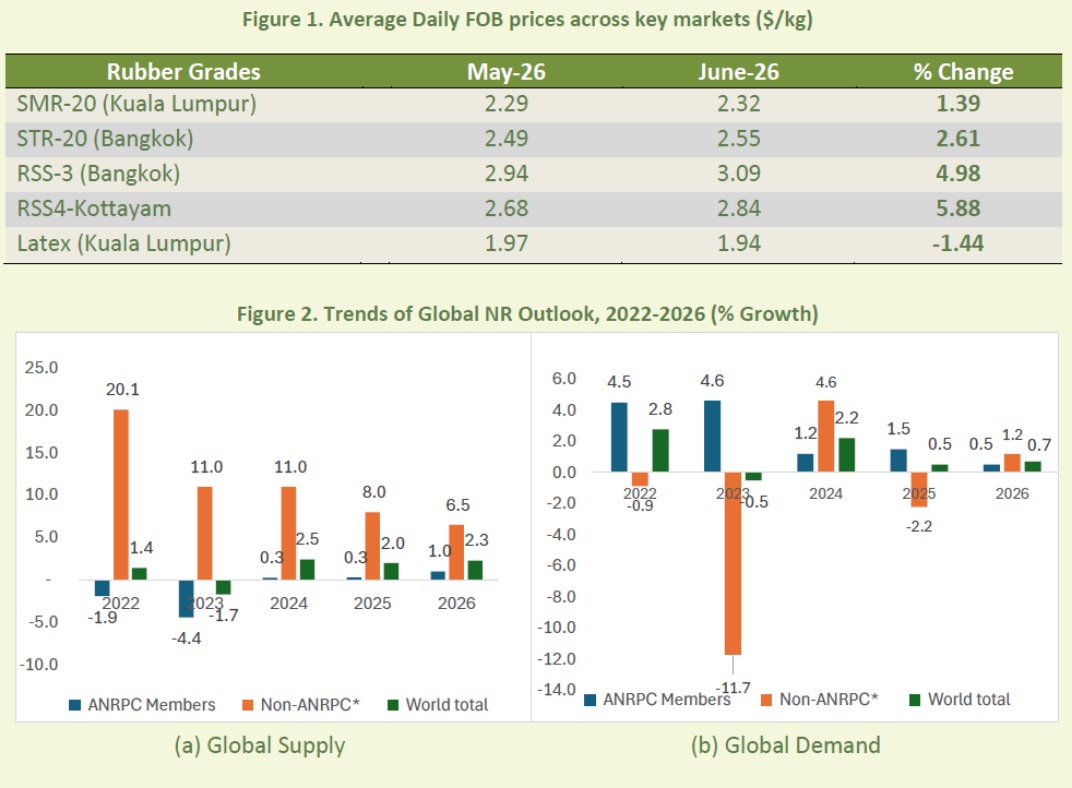
Global production for 2026 is projected at 15.310 million tonnes, up 2.3 percent from 2025, driven by gains in Thailand, China, India and Malaysia. However, June output fell 3.7 percent year-on-year to 1.207 million tonnes due to seasonal wintering and El Niño-related weather disruptions. Malaysia, Indonesia and Cambodia have introduced new incentive and governance measures to strengthen their sectors. Global consumption is forecast to grow 0.7 percent to 15.411 million tonnes in 2026, with June consumption rising 3.3 percent to 1.300 million tonnes, led by China and India amid steady tyre and EV-related demand.
Currency markets saw the Malaysian ringgit trade between RM3.96 and RM4.08 against the US dollar, while the Thai baht ranged from 32.56 to 33.24. In futures trading, the SHFE September 2026 contract averaged 17,580.68 CNY per tonne, down 0.45 percent month-on-month, while the SGX September contract averaged USD 2.24 per kilogramme, up 1.75 percent, with both reflecting tightening supply and firm downstream demand.
Pyrum Secures Long-Term Supply And Offtake Agreements With Pirelli
- By TT News
- July 31, 2026

Pyrum Innovations AG has finalised long-term supply and offtake agreements with Pirelli, reinforcing the tyre manufacturer’s European Tyre-to-Tyre initiative. The deal secures Pirelli’s purchase of Pyrum’s ThermoTireBlack (TTB) for use in its European production facilities, while Pirelli will provide Pyrum with end-of-life tyres from designated German sources.
These contracts simultaneously bolster Pyrum’s feedstock security and guarantee an industrial outlet for its recycled materials, covering both raw material procurement and product commercialisation. Through its proprietary thermolysis process, Pyrum transforms scrap tyres into ThermoTireBlack, which can substitute fossil-based carbon black, and ThermoTireOil (TTO), destined for chemical industry use. The partnership offers further validation of Pyrum’s technology within a certified European value chain involving tyre, chemical and synthetic-rubber leaders.
Pyrum also supports the broader Tyre-to-Tyre project, initiated by Pirelli with BASF and Synthos, which reintroduces secondary materials from used tyres and production waste into new tyre manufacturing via an ISCC PLUS-certified, traceable system.
Pascal Klein, CEO, Pyrum Innovations AG, said, “Signing these long-term agreements with Pirelli is an important commercial and strategic milestone for Pyrum. The coöperation secures both the supply of end-of-life tyres and an industrial outlet for our TTB. It confirms that our technology and products meet the requirements of one of the world’s leading tyre manufacturers and can contribute to the establishment of scalable circular value chains in Europe.”
MICHELIN ResiCare And IMCD Europe Forge Strategic Distribution Partnership For 5-HMF
- By TT News
- July 30, 2026

MICHELIN ResiCare, a specialist in renewable and high-performance chemical solutions, has entered into a distribution partnership with IMCD Europe, a major international distributor of speciality chemicals. The agreement centres on the European supply of 5-hydroxymethylfurfural (5-HMF), a bio-sourced compound produced at the company's Isère-based industrial facility in Péage-de-Roussillon.
Under the new arrangement, IMCD Europe will handle distribution across the continent while MICHELIN ResiCare maintains direct engagement with its key strategic accounts. The collaboration aims to significantly widen the molecule's availability to European manufacturers through an optimised logistics framework and localised technical support, thereby addressing rapidly growing demand within the materials and formulation chemical sectors.

The French production site, scheduled to begin operations in early 2027, will have an initial annual capacity of 3,000 metric tonnes. This domestic manufacturing capability represents a critical step in securing European access to a molecule deemed strategically important for the region's chemical industry, reducing reliance on external supply sources.
IMCD will contribute its technical expertise, market knowledge and pan-European distribution network to facilitate the integration of 5-HMF into new applications. The company's established footprint in polymers, advanced materials and speciality formulations positions it to provide developmental support to manufacturers exploring alternatives to fossil-derived intermediates. MICHELIN ResiCare has already spent two years assisting major industry players with application evaluations, and the partnership is expected to expand these efforts across a broader customer base.
Derived from fructose through non-toxic green chemistry and already REACH-registered, 5-HMF serves as a versatile building block for low-environmental-impact resins and can replace conventional petroleum-based ingredients across diverse industries including agriculture, cosmetics, construction, transport, aeronautics and electronics. The collaboration reinforces MICHELIN ResiCare's commitment to renewable resources and sustainable material development while aligning with IMCD's dedication to advancing innovation in greener chemistry solutions.
Laurent Lemonnier, CEO, MICHELIN ResiCare, said, “This partnership with IMCD represents a major step forward in our desire to popularise the use of 5-HMF and to support the transition to a more responsible chemistry. With its technical expertise, its capacity to support customers and its European location, IMCD is the perfect partner to speed up the distribution of this molecule of the future.”




Comments (0)
ADD COMMENT