

What’s the biggest breakthrough in the tyre industry?
- By Ertugrul Bahan
- December 23, 2020

Will my dream ever come true? Recent material and technological innovations suggest this… Once this becomes a reality, how industrial tyre factories work? As a brand manufacturer, who could survive and catch up with this ability?
 The big brands of the 1970s sold the same sizes of samples made from the same material for 15 to 20 years. Today you need to market a top-quality product every three years.
The big brands of the 1970s sold the same sizes of samples made from the same material for 15 to 20 years. Today you need to market a top-quality product every three years.
Any branded manufacturer that is looking to be competitive and doesn’t want to sell a standard product with a low-profit margin needs to own a product of the highest quality that is really good for the customer. Therefore, brand owners should give a clear answer to this dramatic question of whether their product is innovative or revolutionary. When you have a clear answer, your path to success is clear. Even though the product lifecycle will not be as similar as it has been over the past several decades, then marketing can create a product map. Even though it is revolutionary, its popularity in the market will drop to almost zero in three years.
In electronics, for example, the remarkable drift of a new product is six months. Over the next six months, its popularity may decline and lag behind the competition, which means that the product life in electronics is close to a year. So you need to install a new product every year if you have a long-term business vision.
What is the situation like in the tyre industry? Major brands of the 1970s produced the same pattern and sizes from standard materials and compounds for 15-20 years. They used the same mould and equipment during long year product life. Hence, they maximized their profits with limited investments. What is the situation today?
“Smart materials” as a combination of all these will shape the industry in the next decades and we will talk “smarter” and “super smart materials.”
Material science is leading the technology. Lighter, more durable, more dimensionally stable, stronger and flexible materials can be provided for new designs in the industry. Hardware and electronics benefit from these developments. At the same time, better programming with the same hardware configuration leads to a fantastic result. However, when the hardware is limited, amasing software codes won’t work. The new materials, electronics and programming so will lead to revolutionary innovations in the coming years. “Smart materials” as a combination of all these will shape the industry in the next decades and we will talk “smarter” and “super smart materials.”
The humidity-sensitive polymer is, for example, used in dressings to be self-adaptive and regulates moisture balance in and around. If we look at the tyre industry, stimulus sensitive polymers or high-performance functional polymers can change depending on the environment. These are examples of smart materials. Copolymer systems, as they are inherently sensitive to temperature and phase changes occur in microstructures, can be monitored for critical solutions. An example of the “Smart Tyre” concept is “Active Tread” when it is successful.

When the personalised and printed commercial tyre one day becomes a reality, it will be made entirely of the latest technology comprised of many first initials.
The tread area is the most important part for tyres with low rolling resistance, long life and better handling in dry and wet conditions. Imagine, all of these main criteria are intelligently and comprehensively optimised based on the ‘Sensing Core’ unit, which is intelligent networking with the main vehicle control unit and collects all driving data from sensors, including from tyres and wheels. So that the smart polymers of the active treads are simultaneously stimulated by the road conditions, and you have a safe trip when we control all the dynamics of the vehicle. At the same time, optimal energy results are obtained.
Green low carbon energies and green materials like biomaterials will be highly valued in the future. Recycling of rubber, especially from tyres, will be strongly encouraged. Nowadays, tyre recycling technologies are intensively developed. Rather than just being a filler, its use as a primary polymerization element is the next target. Non-petroleum synthetic rubber derivatives, carbon nano cellulosic hybrid solutions, applications of carbon nanotubes and graphene are already underway. Thermo Plastic Elastomers for non-pneumatic applications gains more strength, flexibility and resistance to high temperatures.
When the personalised and printed commercial tyre one day becomes a reality, This will surely be the most ecological solution.
The next decades will be the time zone for electric vehicles. Tyres, as part of a vehicle, are influenced and powered by this industry. Whatever invention is going on in the automotive industry, it is about automated and smarter parts made from environmentally friendly and primarily recycled and energy-efficient materials. OEMs, for most electric vehicles, will or will be required to give preference to these tyres.
Airless tyres are already in the market for very special applications. When the personalised and printed commercial tyre one day becomes a reality, it will be made entirely of the latest technology comprised of many first initials. If the tread profile part becomes interchangeable, it offers simple and diverse applications and meets OEM requirements. This will surely be the most ecological solution, and it will inevitably or happily be installed under electric vehicles.
There are no limits to advanced technologies. The tyre industry is open to many multidisciplinary collaborations.
Pirelli Unleashes Softest Rear Solutions As WorldSBK Heads Into Summer Recess
- By TT News
- July 07, 2026

Pirelli is set to play a central role as the FIM Superbike World Championship concludes the first half of its season this weekend at Donington Park for the UK Round. Marking the final event before the summer break, the Italian tyre manufacturer has equipped competitors with the softest rear compounds from its 2026 standard range. This selection represents a clear advancement in development from the previous year, when riders were limited exclusively to older specification tyres.
For the premier WorldSBK class, the rear tyre allocation is headlined by the SCQ extrasoft compound, intended primarily for qualifying and the Superpole Race. This option, the softest in Pirelli’s portfolio, has already garnered positive feedback from riders during the Emilia-Romagna Round for its exceptional single-lap pace and consistent performance over a sprint distance. Complementing the SCQ are the SCX supersoft and SC0 soft compounds, while front tyre duties are covered by the standard SC1 soft and SC2 medium solutions, with the softer front being the overwhelming preference of last year’s grid, including triple race winner Toprak Razgatlıoğlu.
The notoriously unpredictable British weather remains a critical variable, with cool morning temperatures and frequent rain showers posing significant challenges for teams. Pirelli’s range has historically demonstrated considerable adaptability across fluctuating track and air temperatures, maintaining reliable grip in both cooler and warmer conditions. To address potential precipitation, the allocation is supplemented by DIABLO Wet intermediate and full DIABLO Rain tyres for both front and rear positions, ensuring competitors have viable options regardless of the elements.
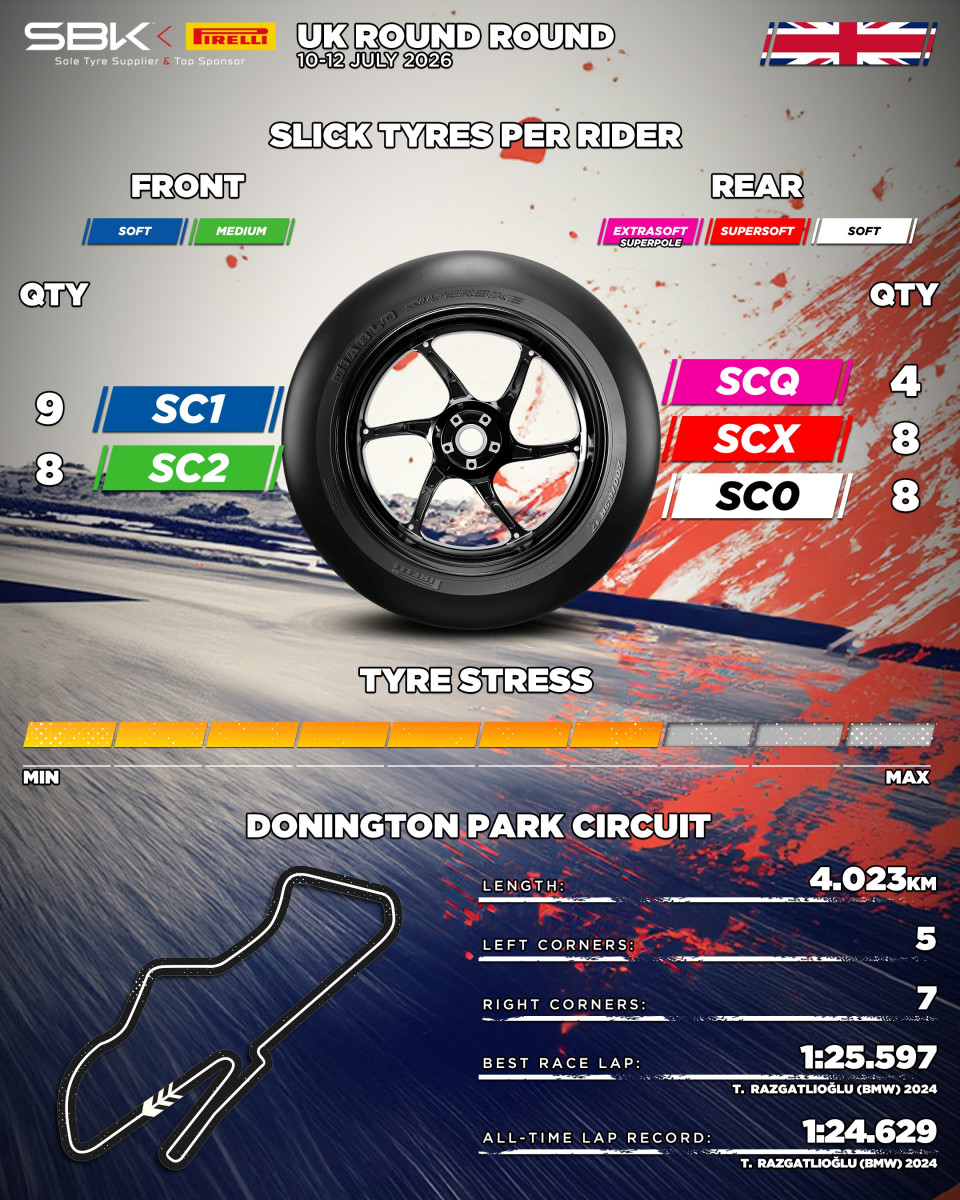
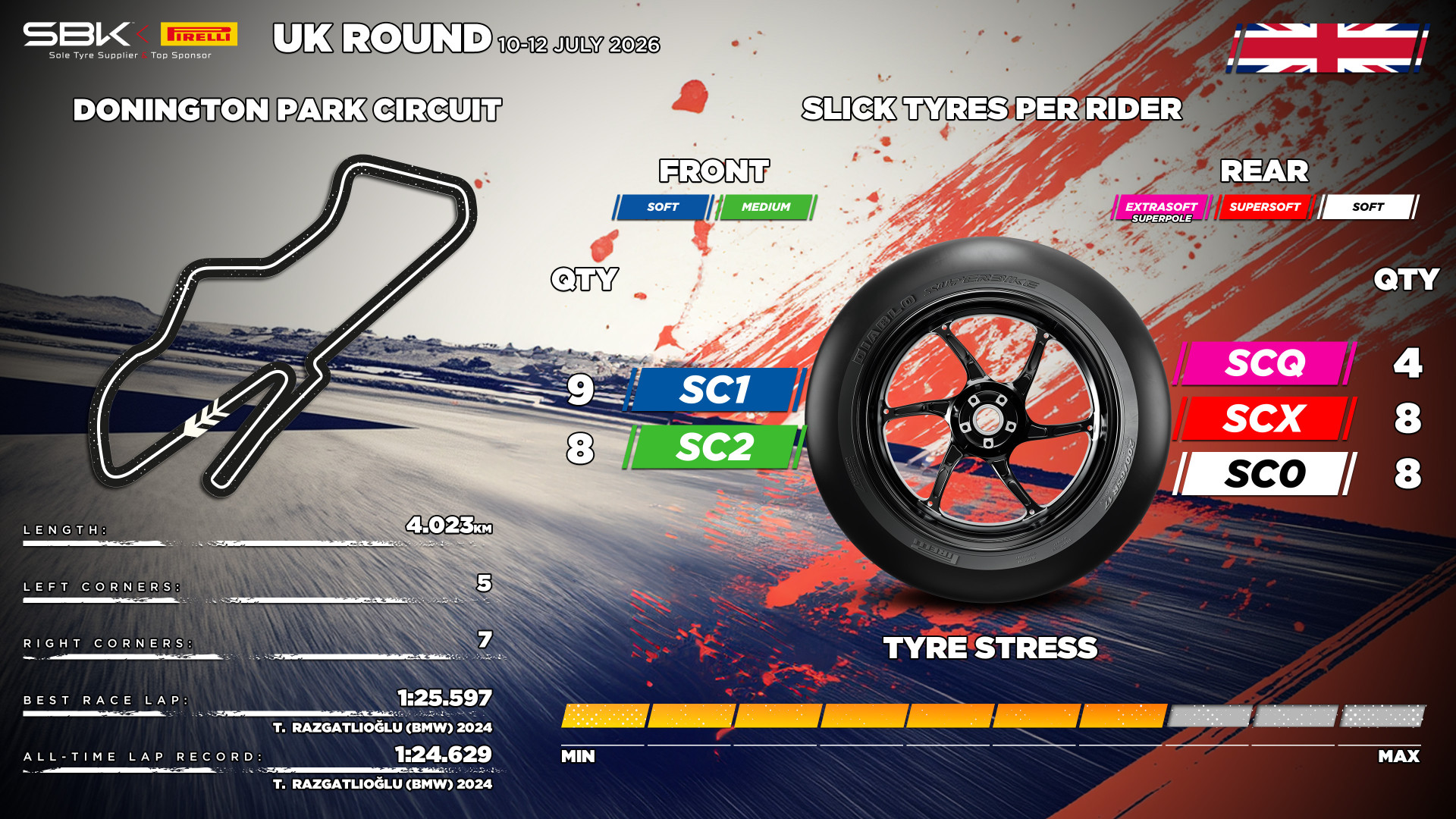
In the supporting categories, WorldSSP riders will retain the SCX and SC0 rear compounds alongside the SC1 and SC2 front options. Meanwhile, the WorldWCR field and the emerging talents of the Yamaha R3 World Cup will also be in action, with both series utilising the Pirelli DIABLO Superbike SC1 tyre on both axles throughout the weekend’s racing programme.
Giorgio Barbier, Pirelli Motorcycle Racing Director, said, “Donington Park is a very distinctive circuit and, in many respects, a unique venue on the FIM Superbike World Championship calendar. The opening part of the lap features a series of fast, flowing corners taken at high speed and rapid changes of direction that require riders to manage significant power while the bike is still heavily leaned over. This demands tyres capable of delivering outstanding grip, precision and stability while maintaining consistent performance over race distance.
"Compared with last year, when only standard range solutions were available and no development specifications were included, this season, while confirming the same compounds introduced in 2025, we will provide riders with the complete 2026 standard range. The SCQ extrasoft compound will be the softest option in the allocation and can be used not only in free practice and qualifying but also, potentially, in the Superpole Race. For the longer races, riders will be able to rely on the SCX supersoft and, should temperatures be lower, the SC0 soft compound – solutions that have already demonstrated throughout the season an excellent balance between outright performance and consistency, as reflected by the many new records that have been set.
"Finally, the weather, which has historically been unpredictable in the UK, will once again be a key factor. Rain and low temperatures, even in the middle of summer, can have a major influence on tyre management and race strategies. Having a complete and versatile range available will therefore be essential to provide the best possible support in any weather conditions.”
Sri Trang Group Unveils ‘Empowering AI’ Strategy To Drive Sustainable Growth
- By TT News
- July 07, 2026

Sri Trang Group has unveiled a comprehensive organisational strategy centred on its ‘Empowering AI’ mission, designed to integrate artificial intelligence across its operations to boost efficiency and foster long-term sustainability. The initiative was formally announced during the company’s flagship annual gathering, the Sri Trang Town Hall 2026, held at the Four Points by Sheraton Phuket Patong Beach Resort. The event drew over 1,700 participants, including executives such as the Chairman, Group CEO and other board members, alongside employees from domestic and international branches who attended both in person and virtually.
Central to the new vision is the Group’s commitment to leveraging AI and data analytics throughout its entire value chain, supported by a robust Enterprise Data Foundation and an AI Governance framework. These systems are intended to ensure meticulous data management and foster stakeholder confidence. The application of AI is being tailored to optimise specific operational phases, from upstream procurement and production to downstream sales and logistics, aiming for precision in market forecasting, quality control and customer responsiveness.
Parallel to its technological push, Sri Trang is prioritising the development of AI Agents and practical AI Use Cases to accelerate tangible business outcomes. This effort is complemented by a cultural shift towards an ‘AI x Human’ paradigm, preparing the workforce to collaborate effectively with intelligent systems. Concurrently, the Group is reinforcing its dedication to environmental, social and governance principles, focusing on resource efficiency and the management of energy, water, waste and emissions as part of its trajectory towards a Net Zero target.
To support its ESG goals, Sri Trang is enhancing data systems to align with international standards like ISO 14064-1, ensuring accuracy and auditability for better risk management and decision-making. The company is also expanding collaboration with suppliers through its ESG Partner approach to elevate industry standards. This strategic direction underscores Sri Trang Group’s ambition to solidify its status as an innovation-led entity, combining human potential with AI to drive the Thai natural rubber sector towards resilient and sustainable growth on the world stage.
Dr Viyavood Sincharoenkul, Chairman of Sri Trang Group, delivered a keynote address on the vision, stating, “AI will not merely be a tool; it will become part of Sri Trang’s way of working and decision-making. We are building the Sri Trang AI Factory to connect data, technology and people together. AI is not simply a new technology but a major transformation in the way we work and compete in business. As the world accelerates AI adoption, organisations and people that are able to learn, adapt and work effectively with AI will be the ones that gain a competitive advantage and achieve sustainable growth in the future. Our goal is not to have the best AI but to build an organisation where everyone can use AI effectively, supported by trusted data, proper governance and a culture of continuous learning. The success of AI is not measured by the number of systems developed but by the number of people who can work effectively with AI and create value for the organisation.”
Veerasith Sinchareonkul, Group CEO, Sri Trang Group said, “The ‘AI Revolution Without Boundaries’ does not mean bringing in technology to replace our people. Rather, it means using AI to enhance people’s capabilities so that they can work smarter, faster and more efficiently. In essence, the meaning of ‘Empowering AI’ is ‘Empowering People with AI’ empowering our people to grow and move forward through the potential of AI. We believe in the power of collaboration between humans and AI. When AI works alongside people at every level, it helps improve decision-making accuracy, enhance the efficiency of frontline employees, strengthen executive leadership and foster a culture of continuous learning, teamwork and innovation. The future of the organisation is therefore not one in which AI replaces humans, but one in which humans grow together with AI without limits.”
Michelin Expands North India Retail Network With New MTS Stores In Amritsar And Panchkula
- By TT News
- July 07, 2026

Michelin has expanded its retail footprint in North India by inaugurating two Michelin Tyres & Services (MTS) outlets, located in Amritsar and Panchkula. The Amritsar location operates through a partnership with National Auto, while the Panchkula facility is a collaboration with Universal Tyres. This development underscores the French tyre giant’s strategy to place its globally recognised products and services within closer reach of consumers in a rapidly developing automotive market.
Each of the new establishments spans 5,000 square feet, situated strategically on Loharka Road and within Panchkula’s Industrial Area. Designed as modern service hubs, they provide a full spectrum of offerings, ranging from passenger car and two-wheeler tyres to advanced wheel alignment and mechanical maintenance. The stores stock renowned product lines such as the Primacy, Pilot Sport and Latitude Sport series, aiming to deliver a premium and seamless experience for vehicle owners.

The selection of Amritsar and Panchkula reflects Michelin’s assessment of their growth potential, driven by tourism, infrastructure projects and a rising number of private vehicle owners. To capitalise on these opportunities, Michelin has aligned with established regional players. National Auto, a trusted entity in Amritsar since 1927, brings a long-standing reputation for quality service, while Universal Tyres contributes over three decades of technical expertise and market knowledge in the Panchkula region.
These partnerships are central to Michelin’s broader objective of delivering superior mobility solutions rooted in safety and durability. By combining its own technological leadership with the local acumen of its partners, the company aims to strengthen its service ecosystem and cater to the evolving demands of the northern Indian automotive sector.
Shantanu Deshpande, Managing Director, Michelin India, said, “North India continues to be a key market in Michelin's growth journey, supported by rising vehicle ownership, improving road infrastructure and growing demand for premium mobility solutions. The launch of our new Michelin Tyres & Services Stores in Amritsar and Panchkula marks another important step in strengthening our retail presence and bringing Michelin's globally benchmarked products and services closer to customers across the region. As we prepare to introduce Made-in-India passenger car tyres, we remain focused on delivering solutions tailored to the evolving needs of Indian consumers.”
Tyres Europe Seeks Expanded Scope For Tyres Under EU Industrial Accelerator Act
- By TT News
- July 07, 2026

Tyres Europe has issued a formal call for the Industrial Accelerator Act to be revised, urging policymakers to grant greater recognition to the tyre sector’s strategic importance within the continent’s automotive ecosystem. In a newly published position paper, the organisation argues that the current framework insufficiently addresses the industry’s unique contributions and challenges.
The association is advocating for several key amendments, including an expanded scope that acknowledges tyres as critical components in both the replacement and original equipment markets, thereby stimulating demand for EU-manufactured products. Additionally, Tyres Europe proposes the establishment of a Union origin definition that would prioritise European production in public procurement and state-aid schemes. The paper also highlights tyres’ potential to enhance energy efficiency and lower CO2 emissions for light vehicles, while calling for dedicated backing for retreaded and EU-made truck and bus tyres, alongside increased financial mechanisms for industrial decarbonisation and improved governance of manufacturing acceleration zones.
With these targeted modifications, Tyres Europe contends that the Industrial Accelerator Act could effectively foster a market for low-carbon, high-performance tyres produced domestically. Such adjustments would simultaneously bolster competitiveness, support decarbonisation goals and reinforce the overall resilience of Europe’s automotive supply chain.





Comments (0)
ADD COMMENT