


When we discuss about a motorcycle's performance, we generally speak about its engine power, torque, top speed, how fast it can accelerate, vehicle sound etc. Nevertheless, all these are meaningless if a driver cannot control the machine and/or is not comfortable while riding. There comes the importance of tyres. Tyres are the most crucial parts of a vehicle suspension system. Tyres are the only component in a motorcycle that constantly stays in contact with the road. The part of tread which is in contact with road surface is called ‘contact patch’ & Is about half the size of a post card. The overall suspension system (including tyres) ensures the right contact between the tires and the road surface at every stage of driving, thereby ensuring stability and good handling of the vehicle.
As tyres are the only contact with the road, they are responsible for multiple functions, such as –
Transfer the engine power to the road- meeting the demands of acceleration and braking
Provides right hold (grip) on different surfaces like dry, wet, snow, loose soils etc.
Helps the rider to steer the vehicle by responding to the handle movements
Carry the weight of the vehicle & rider
Ensuring the comfort of the rider by absorbing and dampening shock
Apart from the above aspects, tyres play a vital role in vehicle aesthetics, safety, fuel efficiency etc. These and several other challenges make Motorcycle tyre design a very interesting and responsible subject.
Apart from being a crucial part of a vehicle suspension system, tyres are the only contact between vehicle & road. Motorcycle vehicle dynamics and control characteristics are highly influenced by the tyre design. It is therefore highly imperative for a vehicle chase/suspension designer & tyre designer to work together in tandem. This will ensure that the part designs will complement each other and deliver the characteristic target performance of a motorcycle. A robust interaction mechanism between the R&Ds of OEM [Original Equipment Manufactures] and tyre manufactures is a growing necessity to cater to the ever‐increasing demands of performance entrusted upon the tyre of today. In case of tyres getting designed exclusively for aftermarket, a tyre designer work closely with the vehicle dynamics team to ensure that the retrofit design delivers desired target performance of the vehicle
Some of the major steps involved in motorcycle tyre design are
Product planning & Tyre “Size” finalization: During this stage a vehicle designer & tyre designer jointly review the vehicle performance requirements and decides the parameters specific to tyre performance. This includes:
 Defying the application /terrine: Depending on application, 2 wheelers maybe broadly classified as Sport, Cruiser, Choppers, Touring, scooter, Step through, Sport touring, Enduro etc. Different OEM’s follow different terminologies, but a for a tyre designer to understand the final use by the user is of utmost importance. Demands from a tyre varies with each vehicle category, for example, for a cruiser the tyre is designed to be robust so as to hold up the weight of such heavy bikes and deliver long tyre life, whereas for a Sport touring /super sport bike, tyres are designed to deliver quick and precise handling with superior grip. These tires are lighter and made by using softer compounds for Superior grip.
Defying the application /terrine: Depending on application, 2 wheelers maybe broadly classified as Sport, Cruiser, Choppers, Touring, scooter, Step through, Sport touring, Enduro etc. Different OEM’s follow different terminologies, but a for a tyre designer to understand the final use by the user is of utmost importance. Demands from a tyre varies with each vehicle category, for example, for a cruiser the tyre is designed to be robust so as to hold up the weight of such heavy bikes and deliver long tyre life, whereas for a Sport touring /super sport bike, tyres are designed to deliver quick and precise handling with superior grip. These tires are lighter and made by using softer compounds for Superior grip.
Selection of Bias /Bias belted / Radial: At this juncture, I am not going to delve deeper into a detailed comparison of these constructions – however, it is important to acknowledge that both these construction types have their respective advantages and disadvantages. Each of these constructions has few specific applications where one performs better than the other. The selection of construction type mainly depends on vehicle category (application), vehicle Speed, load on the tyre, stability requirements, handling requirements, etc. for example Bias tyres are used in medium speed but heavy weight vehicles owing to their sturdy sidewalls, whereas Radial tyres are the ideal choice for high speed , vehicles because of their superior dimensional stability.
Selection of Tube type Vs Tubeless: Functionally both types of tyres have a proven track record for almost all applications. Hence this choice mainly depends on vehicle Rim design, which is decided by the overall aesthetic demand & application of the motorcycle.For high speed application, tubeless is always preferred
Finalizing the Tyre size / Tyre Geometry: In general, we may call it as tyre “size” – which includes tyre width, tyre diameter, rim diameter etc. Tyre geometry affects the vehicle dynamics like caster, trail, vehicle Center of gravity [CoG], etc. It also influences the area of contact between vehicle and road surface under different riding conditions & load-carrying capacity of the tyres. Furthermore, tyre size significantly influences vehicle aesthetic as well. Tyre “size” and vehicle rim size are always interconnected. Decision on one influence the decision on the other. Usually motorcycles have different front and rear tyre sizes depending on vehicle geometry & load distribution. Tyre “sizes” are decided considering all these parameters & the designers ensures that it follows the standards’ guidelines applicable in target countries.
Tyre tread profile design:
Contrary to the passenger car tyre designs which have almost flat tread surface, motorcycle tires have a U-shaped profile and a contact patch that changes size and shape during cornering. There is a major difference in the way lateral force is built up in passenger car and two wheelers. In case of passenger car, mechanism of lateral force builds up is due to slip angle whereas in two-wheeler it is mainly because of the camber or the leaning of the vehicle. Hence you see a flat tread area for passenger car tyre and U-shaped profile for Motorcycle tyre
This U-shaped profile is an important design factor having a direct influence on vehicle performances such as drivability (handling) durability, ride comfort, noise and wear resistance etc.
These tread contours are designed as the arc of one radius, or a combination of arcs with two or more radii. These profiles ensure the required contact patch availability at different lean angles & are controlled by the lean characteristic of the vehicles. It is very critical to balance the performance of front tyre & rear tyre of s motorcycle for precise handling of the vehicle. The contour designs play an important role in front /Rear tyre balance.
Tyre tread pattern design:
Patterns are molded in the tread area of tyre by repeated arrangement of ‘Groves’ or ‘Blocks’ & are generally referred to as “tread pattern”.
Significance of tread pattern:
Tread pattern plays a vital role in tyre performance such as:
Optimizing the traction on the riding surface
Eliminating aquaplaning
Optimizing the” Wear” of tread area·
Ensuring the continuity of tyre performance at different wear Stages [ wear %] of tyre.
Rolling resistance of the tyre
Noise generation
roviding a measurable clue to the owner on time for removal /suitability for continuous usage. etc.
Tread patterns not only helps in achieving the target performance, but also impart unique look to tyres and enhance aesthetics
Tyre patterns are broadly classified into 4 Major headings
- Rib patterns
- Directional
- Block [ Knobby]
- Slick tyres [Pattern less]
Selection of which group of patterns is mainly controlled by the terrain of application, e.g. Directional patterns are preferred in paved roads and knobby pattern ae mainly used on off-road applications. Pattern less tyres are normally used in racing track applications to provide maximum traction. Vehicles are designed to work in a combination of different terrains – similarly, tread patterns also have subgroups– which are optimized to operate in different combination of terrains. E.g. Semi knobby patterns for on – off allocations, High land – minimum grove patterns for Supersport highway applications etc.
 Designer alter the direction of the grove, depth of the grove, number of groves, the ratio between Grove area & non grove area [ Land- sea ratio] , shape of the grove, the width of the grove etc. to optimize the performance of tread pattern. These patterns are designed to perform under different dynamic conditions. Nowadays designers seek the help of computer-aided simulations to predict the performance under different loading /riding conditions to optimize the pattern design.
Designer alter the direction of the grove, depth of the grove, number of groves, the ratio between Grove area & non grove area [ Land- sea ratio] , shape of the grove, the width of the grove etc. to optimize the performance of tread pattern. These patterns are designed to perform under different dynamic conditions. Nowadays designers seek the help of computer-aided simulations to predict the performance under different loading /riding conditions to optimize the pattern design.
Tyre as an Aesthetic component
The visual appeal of tyre is significant contributor in the overall aesthetics of a motorcycle. Hence in addition to performing all the functional requirements discussed so far, tyres ought to look good too.
The tread pattern should complement the overall styling language of a motorcycle. This attracts the attention of OEM’s vehicle styling studios towards tyre tread designs as well. In fact, most of the new tyre designs are done first at styling studio and then technically optimized by the tyre engineer to guarantee the functionality.
Material design
Tyre is a composite material made of different rubber compounds and reinforcing materials. Right compound and reinforcing material selection are crucial to achieve the target performance of tyre.
- Reinforcing materials:
Reinforcing materials provides the required strength and stiffness for tyre body [carcass]. This includes “tyre cords” used in tyre body ply & “bead wires” used in bead construction of tyres. Most used tyre cord materials are Nylon 6, Nylon 6-6, Polyester, Aramid, Rayon, Steel, etc.
These materials differ in their chemical composition, tensile strength, elongation properties, impact strength, temperature resistance, rubber adhesion, etc. Tyre engineer must choose the right tyre cords depending on the performance demands of the tyre like load carrying capacity, durability, impact resistance, drivability, speed of operations etc. Cost & availability also are few decisive parameters during selection of reinforcing materials.
Tyre Cord denier, cord style, EPI (Ends Per Inch), angle of cords and number of plies affect the strength of a tyre and are chosen based on engineering, and design criteria.
structural durability of a tyre is Primarily determined by the reinforcing material
- Rubber compound design
Each part of the tyre must dispense different functions and are thus designed with different rubber compounds like tread compound, sidewall compound, carcass compound, bead wire coat compound, etc. Though all these compounds have their own importance, but tread compound selection is the most critical, as it has a direct impact on tyre traction, handling, wear performance, durability, rolling resistance, etc.
-
- Trends of tread compound design:
Even though smaller number of components are used in a motorcycle tyre, than as compared with passenger car tyres, but performance challenges involved in compounding are far more complex considering less area of tyre in contact with road. 3 major performance requirements in motorcycle tread compound are (1) Grip (2) Rolling resistance [fuel efficiency] and (3) Tyre life which is generally referred as the magic triangle in tyre rubber compounding. This is due to the contradictory response of these 3 performance characteristics to rubber compounding approach. For example, improvement in Grip normally comes with an increase in rolling resistance with conventional compounding as both are related to energy loss. It is always a challenge for tyre compounder to improve all three performance requirements together and this calls for the incorporation of advanced polymers and fillers.
Performance priorities for tread compound changes based on operating terrain, type of vehicle, etc. e.g. Street two-wheeler tread compound designs primarily focus on high grip and high-speed capabilities, whereas an on-off application tyre require higher cut and chunk resistance tread compound.
Demand for lower rolling resistance tyre is showing a steady increase Year-on-Year. Major divers for this growing demand are Electric vehicle introduction & increased focus on vehicle fuel efficiency, in few segments. Tread compounds are expected to deliver lower rolling resistance, without compromising the Grip – typical “magic triangle” puzzle for any tyre compounding engineer. Tyre industry can address this challenge by usage of new generation materials like SSBR, functionalized SSBR, high molecular
Design for manufacturing
For success of any product – Design & manufacturing sync is a must. While designing, to accommodate all functional requirements, a designer cannot ignore the significance of manufacturing process. Hence every tyre design is optimized to satisfy both functional & manufacturability needs. This if not done properly may result in suboptimal performance of the product,
Product Performance Testing
It’s important to review and verify the product performance before releasing it into the market. There are a set of Indoor & Outdoor tests for performance review. A few of them are listed below,
Indoor tests: High-speed drum test, Endurance test, Rolling resistance test, Force and moment testing, Stiffness test, Footprint etc.
Outdoor tests: Ride and Handling testing (track, off-road, public road etc.], Braking test [wet, dry], tyre wear test etc.
Blend of Engineering & Art
Being an integral part of vehicle suspension system & only contact point with road, a tyre plays significant role in motorcycle performance [safety, drivability etc.]. In addition to these performance parameters, tyres have significant influence on the overall styling of the vehicle. It complements the primary theme of the vehicle. A right blend of engineering and art is essential for a successful tyre design. One cannot substitute the other. Amongst different steps of tyre design like, dimension finalization, tread design & martial design etc. the most critical step is tread design (profile, pattern & compound)
Few areas designers are focusing today to meet the near/middle future demands are
- Lowering the rolling resistance – without compromising grip
- Shortening the time to market.
- virtual simulation of tyre performance
References
- ‘’The pneumonic tyre’’, National Highway Traffic Safety Administration, Feb 2006
- T. French, Tyre Technology, Hilger, New York, 1989.
- Mechanics of Pneumatic Tires, S. K Clark, ed., University of Michigan, US Department of Transportation, National Highway Traffic Safety Administration, Washington, DC, 20590, 1891.
4. Handbook of vehicle-road interaction: vehicle dynamics, suspension design, and road damage / edited by David Cebon. p. cm. - (Advances in engineering), ISBN 9026515545
5. “Tyre and Vehicle Dynamics” , Hans B. Pacejka, Professor Emeritus Delft University of Technology, Consultant TNO Automotive Helmond
The author is General Manager - Product Development,2&3-Wheeler tyres, CEAT Tyres
Cleanmax Bets On Hybrid Renewables As Tyre Makers Accelerate Decarbonisation
- By Sharad Matade
- June 09, 2026

As India’s industrial sector accelerates its shift towards cleaner energy, tyre manufacturers are emerging as a critical test case for integrating renewable power into continuous, high-load operations. In this conversation, Kuldeep Jain, Founder and Managing Director of CleanMax, outlines how demand from companies such as CEAT and Michelin is reshaping renewable procurement – from conventional solar contracts to hybrid, round-the-clock solutions – while positioning clean energy as both an operational necessity and a strategic lever for decarbonisation.
Industrial decarbonisation in India is entering a more operational phase, where renewable electricity is no longer a peripheral lever but an embedded component of manufacturing strategy. For CleanMax, this shift is most visible in energy-intensive sectors such as tyre manufacturing, where continuous processes, global supply-chain pressures and ESG commitments are converging to reshape how power is procured and consumed.
Kuldeep Jain, Founder and Managing Director of CleanMax, describes a market moving beyond cost arbitrage towards structural integration of clean energy. Demand from tyre manufacturers – long characterised by high, stable electricity loads – is now influencing both project design and procurement models, pushing developers towards hybrid and round-the-clock renewable solutions.
Energy-intensive industries are increasingly prioritising renewable electricity to manage power costs and reduce operational emissions. Manufacturing sectors with continuous loads are particularly suited to long-term renewable procurement models such as group captive and open-access PPAs, which provide cost stability while supporting decarbonisation goals,” Jain says.
That demand is already translating into project pipelines. CleanMax’s collaboration with CEAT involves developing 59 MW of hybrid wind-solar capacity to supply renewable power to its Halol and Kanchipuram plants. Similarly, its engagement with Michelin includes an open-access solar power purchase agreement supporting operations at the company’s Chennai facility.
“These projects illustrate how large industrial consumers are integrating renewables into their long-term energy strategy. For instance, globally, the International Energy Agency has already noted that industrial electrification and renewable procurement will drive the next phase of the energy transition. Tyres are firmly in that wave,” Jain notes.
FROM INTERMITTENT SUPPLY TO ENGINEERED RELIABILITY
Tyre manufacturing presents a distinctive challenge for renewable integration. Plants operate continuous processes – mixing, curing and vulcanisation – that require stable baseload electricity and thermal energy. Traditional solar PPAs, while cost-effective, are inherently intermittent, limiting their suitability for such operations.
The industry is therefore evolving towards hybrid models that combine multiple renewable sources. “Hybrid projects are gaining traction because they smooth generation across the day, improving plant load factors,” Jain says. According to the International Renewable Energy Agency, such hybrid systems are among the fastest-scaling formats for industrial decarbonisation.
“As a result, the industry is moving beyond single-source solar PPAs towards wind-solar hybrid projects and open-access group captive models that provide higher plant load factors and more balanced generation profiles across the day. Wind-solar hybrid is increasingly seen as the most practical and efficient pathway to scale renewable penetration in continuous manufacturing environments,” Jain explains.
This shift reflects a broader reframing of renewables – not as intermittent substitutes for fossil fuel power but as engineered systems tailored to industrial demand curves. The emphasis is on aligning generation profiles with consumption patterns, rather than expecting operations to adapt to variable supply.
SECTOR-SPECIFIC DECARBONISATION PATHWAYS
Not all heavy industries decarbonise along the same trajectory. Jain draws a clear distinction between tyre manufacturing and sectors such as cement or steel, where process emissions form a significant share of the carbon footprint.
 “If you step back, industries don’t decarbonise in the same way because they don’t consume energy in the same way. A tyre plant is largely powered by electricity. So if you clean up the electricity, you’ve already addressed a meaningful part of its emissions,” he says.
“If you step back, industries don’t decarbonise in the same way because they don’t consume energy in the same way. A tyre plant is largely powered by electricity. So if you clean up the electricity, you’ve already addressed a meaningful part of its emissions,” he says.
However, the challenge lies in reliability. “These are continuous operations. They don’t switch off when the sun sets or the wind drops. That’s why hybrid becomes important, as a way of shaping energy to demand,” Jain adds.
“In case of cement or steel, a significant portion of emissions comes from how the product itself is made. So the shift we’re seeing is subtle but important. It’s about redesigning the energy profile itself so that clean energy isn’t intermittent in theory but dependable in practice,” he continues.
The implication is that electrification-driven sectors such as tyre manufacturing can achieve faster decarbonisation gains through renewable procurement, provided supply reliability is addressed through hybridisation and system design.
ESG, PRODUCT STRATEGY AND COMPETITIVE POSITIONING
Renewable energy is also assuming a more strategic role within tyre companies’ ESG frameworks. What began as a cost-management exercise is increasingly tied to product innovation, sustainability reporting and global competitiveness.
“The conversation around renewable energy in the tyre industry has clearly evolved beyond cost optimisation. Many manufacturers are increasingly integrating renewable power into their broader ESG strategies and supply-chain decarbonisation commitments, particularly as global automotive OEMs push for lower-carbon sourcing across the value chain,” Jain says.
This transition is evident at the product level. CEAT’s launch of its SecuraDrive CIRCL tyre – produced with up to 90 percent sustainable materials – signals how manufacturers are aligning product design with sustainability objectives.
“Renewable electricity procurement helps reduce Scope 2 emissions and supports the development of lower-carbon products, which is becoming an important factor in both sustainability reporting and global competitiveness. As a result, renewable energy is now seen not only as a cost-management tool but also as a strategic lever for product decarbonisation and ESG positioning,” Jain explains.
TECHNOLOGY MIX AND OPERATIONAL ALIGNMENT
From a systems perspective, no single technology provides a complete solution. CleanMax advocates a portfolio approach that combines generation assets with digital tools and flexible contracting structures.
“A portfolio approach works best. For manufacturing operations with steady electricity demand, hybrid renewable systems combining solar and wind have proven effective, as the complementary generation profiles improve overall availability and plant load factors,” Jain says.
Digital energy management platforms play a supporting role by optimising dispatch and aligning supply with consumption patterns. Flexible procurement structures, including open-access and group captive models, further enhance adaptability across sites and regulatory regimes.
“In practice, hybrid setups combining solar and wind have proven effective because they smooth generation across the day and improve overall availability. That’s what makes renewable power usable at scale,” Jain adds.
The CEAT and Michelin projects exemplify this approach, integrating multiple procurement pathways – onsite solar, offsite generation and open-access PPAs – to increase renewable penetration without compromising operational stability.
POLICY VARIABILITY AND MULTI-LOCATION STRATEGIES
India’s regulatory landscape remains heterogeneous, with state-level policies shaping the feasibility and economics of renewable procurement. For tyre manufacturers operating across multiple locations, this creates both complexity and opportunity.
“Overall, the ecosystem is steadily evolving to support higher renewable penetration practically. Open-access mechanisms are becoming more aligned with industrial needs. Renewable procurement is naturally becoming more location-specific,” Jain says.
Different state frameworks enable companies to tailor their energy mix – combining onsite solar with offsite wind or solar depending on regional resource availability and regulatory incentives.
“In practice, this leads to more balanced and resilient energy portfolios. This is also where developers with experience across markets can add value by structuring solutions that are aligned to each site’s load profile, regulatory context and long-term cost objectives, rather than taking a one-size-fits-all approach,” Jain explains.
GLOBAL SUPPLY CHAINS AND RISING EXPECTATIONS
Pressure from global automotive OEMs is accelerating the adoption of renewable energy in India’s tyre sector. As manufacturers integrate more deeply into international supply chains, emissions performance is becoming a criterion for sourcing decisions.
“As tyre manufacturers become more integrated with global OEM supply chains, expectations around emissions are becoming more defined. Renewable electricity is one of the more immediate ways to address this, especially for Scope 2 emissions,” Jain says.
“What we’re seeing is more about alignment – companies are adapting their energy mix to stay relevant in global markets, where sustainability is increasingly part of how sourcing decisions are made,” Jain says.
This dynamic is likely to intensify as OEMs tighten decarbonisation targets and extend accountability across their value chains, reinforcing the role of renewable energy in industrial competitiveness.
THE NEXT FRONTIER: TRACEABILITY AND CARBON MARKETS
As companies move towards net-zero targets, the focus is broadening beyond direct emissions to include value-chain impacts and verification mechanisms.
“Instruments such as renewable energy certificates and carbon markets help companies transparently account for the renewable electricity they procure. At the same time, there is growing focus on Scope 3 reporting as manufacturers work to address emissions across their broader value chains and align with global supply-chain decarbonisation expectations,” Jain says.
Traceability – ensuring that renewable energy claims are verifiable and auditable – is expected to become increasingly important, particularly for export-oriented manufacturers facing stringent disclosure requirements.
A DECADE OUTLOOK: ACHIEVABLE, BUT CONDITIONAL
Looking ahead, Jain is cautiously optimistic about the pace of renewable adoption in India’s tyre manufacturing sector. The fundamentals – declining costs, expanding capacity and supportive policy evolution – are largely in place.
“Over the next decade, higher renewable penetration in tyre manufacturing is well within reach, especially as clean power availability continues to expand. For electricity-led operations, increasing the share of renewable energy is already a practical pathway, not a distant target,” he says.
However, execution will hinge on system-level factors. “What will make the difference is how reliably this power can be integrated at scale – through consistent open-access frameworks, stronger grid alignment, and wider use of hybrid solutions that better match continuous industrial demand,” Jain says.
The trajectory is clear: renewable energy in tyre manufacturing is transitioning from opportunistic adoption to structural integration. For developers such as CleanMax, the challenge – and opportunity – lies in engineering solutions that convert intermittent resources into dependable industrial infrastructure.
Wallace Instruments Launches WAS3 Pneumatic Cutting Press To Enhance Specimen Precision And Safety
- By TT News
- June 08, 2026
Wallace Instruments, a globally recognised leader in rubber testing equipment, has expanded its United Kingdom-manufactured specimen preparation lineup with the launch of the WAS3 Pneumatic Cutting Press. The new device joins the company’s range of rubber testing equipment.
Unlike manual cutting methods, pneumatic systems apply consistent force on every cycle, eliminating operator fatigue and variability. Poorly prepared specimens with uneven edges or internal stress can compromise test accuracy, while the pneumatic approach also reduces repetitive physical strain, supporting technician wellbeing during long production runs.
The WAS3 prioritises safe single-operator use through a two-button activation system requiring both buttons to be pressed within half a second, preventing any hand contact with the cutting area. Additional three-sided protective guards further enhance operational safety.
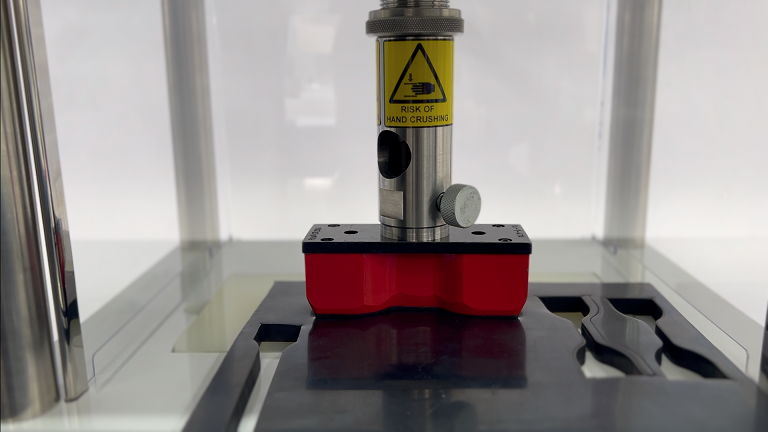
Delivering 15 kN of cutting force, the press easily cuts through 10-mm thick, 95 Shore A rubber sheet using five bar of filtered air pressure. It works with existing Wallace cutting dies, so laboratories can integrate the unit without replacing current tooling, and its compact footprint suits both lab and production environments.
Chris Norval, Managing Director, Wallace Instruments, said, "Specimen preparation is the foundation of accurate rubber testing. With the WAS3, we focused on practical safety, dependable cutting performance and drop-in compatibility. Labs get a compact pneumatic press that fits the air lines already in place, uses their current Wallace dies and delivers consistent results for every operator – because when specimen quality is controlled, you can have confidence in the results that follow."
- DUNLOP
- Sumitomo Rubber Industries
- Fujitsu Limited
- Tyre Analysis
- FUJITSU MONAKA
- Finite Element Method
DUNLOP And Fujitsu Slash Tyre Analysis Time By 90 Percent With New AI Surrogate Model
- By TT News
- June 04, 2026
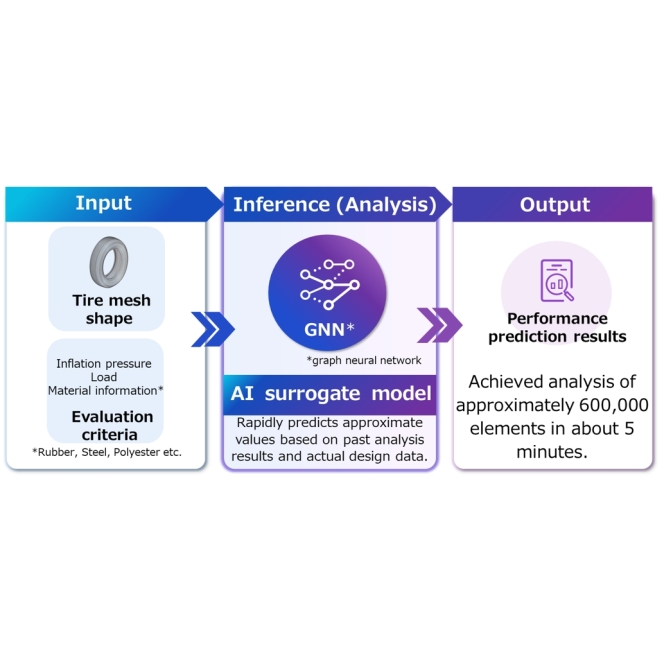
DUNLOP (company name: Sumitomo Rubber Industries, Ltd.) has teamed up with Fujitsu Limited to create an artificial intelligence (AI) surrogate model that predicts tyre performance rapidly and with high precision. The breakthrough was validated in a proof of concept tied to DUNLOP’s digital transformation strategy. When applied to tyre deformation upon road contact, the technology slashed analysis time by 90 percent, from 45 minutes to just 5 minutes while processing nearly 600,000 mesh elements.
Based on these results, both firms will build a design support tool, aiming for deployment at DUNLOP by April 2027. The system runs on FUJITSU MONAKA, a next-generation energy efficient Arm-based CPU.
Tyre design typically relies on finite element method (FEM) analysis, where finer mesh grids boost accuracy but increase calculation time and costs. To tackle this, the partners developed an AI surrogate model that solves FEM equations using past data. The model, based on the Graph Neural Network algorithm, predicted contact shape with 87.7 percent accuracy, enabling faster decisions and lower costs.
Select findings will be shared at the 31st Computational Engineering Conference starting 3 June 2026. By December 2026, both companies will test the model on a FUJITSU MONAKA prototype to refine speed and power use.
Under its long-term strategy R.I.S.E. 2035, DUNLOP seeks to provide new experiential value from rubber. Through this co creation, the tyre maker will enhance its analytical technologies and strengthen innovation. Fujitsu will promote this approach across large scale FEM analysis in automotive and other manufacturing sectors, contributing to carbon neutrality via an AI platform combining FUJITSU MONAKA and GNN.
Starrett-Bytewise Appoints GL Inspect GmbH As European Sales Representative
- By TT News
- May 22, 2026

Starrett-Bytewise has appointed GL Inspect GmbH as its new European sales representative. The German firm, led by Christian Lantzsch and based in Hargesheim, will oversee regional operations. The partnership aims to provide local expertise for demanding measurement challenges across tyre plants, steel mills and extrusion lines.
Lantzsch and the GL Inspect team bring a sophisticated understanding of non-contact metrology. Their technical background aligns with the diverse industrial sectors served by Starrett-Bytewise, ensuring that European customers receive support tailored to specific materials and production environments. The collaboration strengthens local technical knowledge and on-site application assistance.
Under this agreement, European customers gain direct access to local consultations and expanded on-site evaluations led by Lantzsch’s team. Laser measurement solutions can be better integrated into individual production lines. The partnership also streamlines communication and support, building on existing European infrastructure to enable seamless transitions to automated in-line inspection.
The appointment represents a significant investment in European infrastructure. Having GL Inspect on the ground shortens the distance between Starrett-Bytewise’s U.S. engineering team and local factory floors. Faster application assessments, more frequent site visits and industry-specific language support are key outcomes of the new arrangement.




Comments (0)
ADD COMMENT