

PHYSICS BEHIND RUBBER TRIBOLOGY
- By 0
- May 04, 2020
By Sunish Vadakkeveetil, Mehran Shams Kondori, and Saied Taheri
Center for Tire Research (CenTiRe), Virginia Tech


Rubber, mainly because of its viscous nature, is a widely used material for most contact applications such as, seals, tyres, footwear, wiper blades, bushings etc. The material possesses the property of both a liquid (viscous) and a solid (elastic). Hence, rubber frictional losses at the contact interface is classified into three mechanisms as shown in Figure 1. Hysteresis (μ_hys ) – Energy dissipated due to internal damping of rubber caused by undulation in the surface. Adhesion (μ_adh ) – Due to intermolecular or Vander Waals attraction at the contact interface. It vanishes in the presence of contaminants or lubricants on the surface. Viscous (μ_visc ) – Due to hydrodynamic resistance caused by the fluid in the contact interface. It mainly occurs under the presence of lubricant or fluid in between the contact interface.




Friction as a concept has evolved, as shown in Figure 2 from a simple empirical relation, developed by Amonton’s (1699) and Columb (1785) to more complex representations by considering these different mechanisms of friction. Initial experimental observations by Bowden and Tabor [1] observed the microscopic behaviour of the contact and obtained that the real area of contact is only a part of the nominal contact area. Grosch & Schallamach [2] performed experimental observation to determine the influential factors and obtain a relation between temperature and velocity-dependent friction to frequency-dependent viscoelastic behaviour. Savkoor[3] considers the frictional losses due to adhesive mechanism at the contact interface using a rudimentary theory where the interaction is considered as a series of processes from the growth of contact area in the initial stage to initiation and propagation of crack in the final stage.
Heinrich [4] developed an analytical representation to estimate the hysteretic component of friction by considering the energy losses at the contact interface to the internal damping of rubber from the undulations of the surface. The energy loss thus obtained is related to the frictional shear stress by the energy relation given by Eq. (2).
ΔE=∫d^3 x dt u ̇ . σ (1)
σ_f=ΔE/(A_0 v t) (2)
Persson and Klüppel [5] extended the theory to consider the effect of the surface roughness by assuming the surface to behave as a fractal nature and obtaining the total energy loss being the sum over the different length scales. Klüppel considers the GW theory to consider the contact mechanics where Persson developed a stochastic based contact mechanics theory assuming the rubber deformations to follow the surface asperities, the results are as shown in Figure 3. To consider the actual deformation profile of rubber, an affine transformation approach [6] is considered to obtain the actual deformation of rubber contact. The results are as shown in Figure 4.


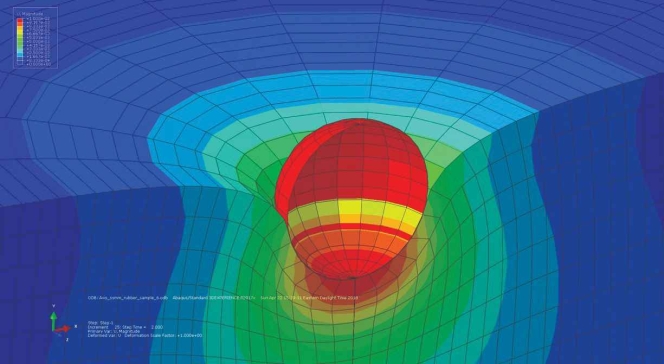
In addition to analytical methods, computational approaches are also considered to estimate deformation behaviour of a rubber block on a rough substrate (Figure 5). The numerical model [7] is validated using indentation experiment and compared against a single asperity model as shown in Figure 6. This is later being extended to obtain friction and wear characteristics of rubber at the contact interface by considering the deformations at the contact interface and obtaining the frictional force [5], [8].



Figure 6: FE Model Of Single Asperity Model & Comparison Of Results With Experimental & Analytical Approach
Wear is mainly due to the frictional shear stress generated at the contact interface leads to energy dissipation at the rubber – substrate contact interface that is either transformed into heat or responsible for crack initiation and propagation eventually leading to material removal. The major contribution of the wear occurs either due to the interaction of smooth asperity and rubber surface (adhesive wear), Figure 7 (a) instantaneous tearing of rubber by sharp asperities (abrasive wear), Figure 7 (b) or due to repeated cyclic contact stress (fatigue wear, Figure 7 (c)).
Due to the importance and complexity of the wear problem, it has been a vital topic of interest studied by many researchers [2]. Numerical techniques and empirical approaches have seen their light in the midst of the expensive and cumbersome experimental observations [9], [10]. Archard’s law states that “the volume rate of wear (W) is proportional to the work done by the frictional forces” as given by Eq. (3), where τ_f is the frictional shear stress and v is sliding velocity.
W∝τ_f v (3)




In the case of road surfaces, the removal of rubber particles can be considered as a process of nucleation and propagation of crack like defects until it is detached to form a wear particle, as shown in Figure 8. Based on this mechanism of crack propagation, a physics-based theory assuming the crack propagates (Figure 9 & Figure 10) from already present defects or voids on the rubber surface was considered and then later compared with experimental methods performed using Dynamic Friction Tester (Figure 11) [6], [11], [12]. Future studies are being performed using analytical and computational approached to estimate the wear characteristics of a rubber material considering damage mechanics [8] and crack propagation theory considering the effect of surface roughness. An experimental technique is also being developed based on the Leonardo Da Vinci concept to experimental test the friction and wear characteristics of a rubber block under pure sliding.
References:
[1] D. Bowden, F. P., & Tabor, The friction and lubrication of solids. Oxford university press., 2001.
[2] A. Gent and J. Walter, The Pneumatic Tire, no. February. 2006.
[3] A. R. Savkoor, “Dry adhesive friction of elastomers: a study of the fundamental mechanical aspects,” 1987.
[4] H. Gert, “Hysteresis friction of sliding rubber on rough and fractal surfaces,” Pochvozn. i Agrokhimiya, vol. 25, no. 5, pp. 62–68, 1990.
[5] S. Vadakkeveetil, “Analytical Modeling for Sliding Friction of Rubber-Road Contact,” Virginia Tech, 2017.
[6] A. Emami and S. Taheri, “Investigation on Physics-based Multi-scale Modeling of Contact, Friction, and Wear in Viscoelastic Materials with Application in Rubber Compounds,” Virginia Tech, 2018.
[7] S. Vadakkeveetil, A. Nouri, and S. Taheri, “Comparison of Analytical Model for Contact Mechanics Parameters with Numerical Analysis and Experimental Results,” Tire Sci. Technol., p. tire.19.180198, May 2019.
[8] S. Vadakkeveetil and S. Taheri, “MULTI – LENGTH SCALE MODELING OF RUBBER TRIBOLOGY FOR TIRE APPLICATIONS,” Virginia Tech, 2019.
[9] K. R. Smith, R. H. Kennedy, and S. B. Knisley, “Prediction of Tire Profile Wear by Steady-state FEM,” Tire Sci. Technol., vol. 36, no. 4, pp. 290–303, 2008.
[10] B. W. and R. N. D. Stalnaker, J. Turner, D.Parekh, “Indoor Simulation of Tire Wear: Some Case Studies,” Tire Sci. Technol., vol. 24, no. 2, pp. 94–118, 1996.
[11] A. Emami, S. Khaleghian, C. Su, and S. Taheri, “Comparison of multiscale analytical model of friction and wear of viscoelastic materials with experiments,” in ASME International Mechanical Engineering Congress and Exposition, Proceedings (IMECE), 2017, vol. 9.
[12] M. Motamedi, C. Su, M. Craft, S. Taheri, and C. Sandu, “Development of a Laboratory Based Dynamic Friction Tester,” in ISTVS 7th Americas Regional Conference, 2013.
Kuraray Celebrates 100th Anniversary With Global Commemorative Ceremony
- By TT News
- June 26, 2026

Kuraray Co., Ltd. marked its 100th anniversary on 24 June 2026, with a commemorative ceremony at the Tokyo International Forum. The company live-streamed the event to its domestic and overseas locations, enabling employees worldwide to join the celebration simultaneously and strengthening the Group's collective spirit.
The speciality chemical company expressed deep appreciation to its stakeholders and predecessors for their enduring support throughout the century. Leaders also reaffirmed the organisation's determination to pursue new challenges collaboratively as it embarks on its next hundred years.

Hitoshi Kawahara, President, Kuraray Co., Ltd.
President Hitoshi Kawahara called for uniting values across diverse countries, regions, languages and cultures during this pivotal moment. He advocated for realising ‘One Kuraray’ by actively connecting people, technologies and knowledge beyond conventional organisational and business boundaries to co-create fresh value.
Kuraray originated in 1926 in Kurashiki, Okayama Prefecture, with the commercial production of synthetic rayon. Over the past century, the company built its reputation on distinctive technologies, including PVA fiber, PVOH resin, CLARINO man-made leather and EVAL EVOH resin, guided by its mission to achieve what no other company can for people and the planet. Today, Kuraray operates across 32 countries and regions. The company now views its centennial as a launching point for tackling social challenges through innovation and for unlocking new possibilities in the years ahead.
Cabot Secures EcoVadis Platinum Rating For Sixth Straight Year
- By TT New
- June 26, 2026

Cabot Corporation has once again achieved the top-tier platinum designation from EcoVadis, maintaining this elite status for six consecutive years. This accomplishment secures the company’s place among the global elite, as only one percent of all businesses scrutinised by the rating agency receive this highest mark. The outcome reflects the firm's sustained emphasis on driving tangible environmental and social advancements while upholding rigorous disclosure standards across its operational network.
The assessment framework employed by EcoVadis examines more than 150,000 entities worldwide, spanning numerous sectors and geographies, with evaluations rooted in established sustainability benchmarks. Cabot registered its most significant annual performance jump this cycle, with a five-point increase in its cumulative score, driven largely by enhanced results in the ethical conduct segment. Additionally, the company retained its exceptional standing in both environmental stewardship and workforce rights, securing the maximum possible recognition in those two critical areas.
With EcoVadis consistently tightening its evaluation parameters to mirror emerging global norms, Cabot has responded by intensifying its own internal sustainability measures. The organisation has concentrated on elevating operational effectiveness and data visibility, ensuring its practices remain responsive to the increasingly stringent expectations of stakeholders and rating bodies alike.
Underpinning this trajectory is a deeply ingrained organisational culture focused on iterative refinement and long-term value creation. By persistently elevating its sustainability agenda, Cabot reinforces its reputation as a proactive industry participant, dedicated to aligning corporate performance with broader societal and environmental objectives.
Jennifer Chittick, Senior Vice President, Safety, Health and Environment (SH&E) and Government Affairs; Chief Sustainability Officer, said, “We are encouraged by this year’s EcoVadis results, which reflect meaningful progress across our sustainability programme and our largest year-over-year score increase to date. These results demonstrate how greater transparency, stronger cross-functional collaboration and disciplined execution are helping us strengthen how we operate while advancing progress toward our 2030 sustainability goals.”
Nokian Tyres Secures 100th Place On TIME’s 2026 Most Sustainable Companies List
- By TT News
- June 25, 2026
Nokian Tyres has secured a position among TIME Magazine’s World’s Most Sustainable Companies for 2026, claiming the 100th spot on a prestigious roster of 750 global enterprises. The annual compilation, produced in partnership with the research firm Statista, recognises organisations demonstrating exceptional environmental and social performance after a comprehensive evaluation of thousands of candidates worldwide.
The selection process weighed verified sustainability credentials, including active participation in the UN Global Compact and Science Based Targets initiative-approved emission reduction goals. Assessment also incorporated third-party ratings from entities like CDP and MSCI, alongside rigorous scrutiny of each company’s transparent operations, ethical governance and overall commitment to environmental stewardship and social responsibility, ultimately distinguishing Nokian Tyres for its holistic approach to corporate accountability.
Paolo Pompei, President and CEO, Nokian Tyres, said, “This is a great acknowledgment of our long-term sustainability work and motivates us to keep improving. We want to enable drivers to make more sustainable tyre choices without compromising on performance. Renewable and recycled materials and lower rolling resistance help cut tyre lifecycle emissions, while rigorously tested tyres improve grip and safety, especially in demanding weather conditions. Proactive sustainability measures also benefit our customers: responsible sourcing reduces risks, and innovative, high-performing tyres with lower environmental footprint make it possible for our customers to offer higher-value solutions to their own clients.”
Beratex Sharpens Focus On Tyre Efficiency And Sustainability
- By TT News
- June 24, 2026

Beratex, part of the Bernauer Group alongside Texpak, is positioning itself as a specialist partner to global tyre manufacturers at a time when efficiency demands, sustainability pressures and the technical requirements of electric mobility are reshaping the industry. In a sector often described as mature, the company argues that meaningful gains are still being unlocked – not through disruption but through materials innovation and process optimisation that deliver measurable improvements on the factory floor.
 “Beratex and Texpak are both part of the Bernauer Group, which positions itself as a system supplier of specialised auxiliary and raw materials for the tyre and rubber industries. Beratex & Texpak sees itself as a trusted specialist partner to the global tyre industry, with a strong focus on high-performance product solutions. Our products help tyre manufacturers maintain stable, efficient and high-quality production processes across both PCR and TBR applications,” says Hanspeter Bernauer, Owner and CEO. “At the same time, building on our experience since 1972, we continue to expand our footprint in the tyre and rubber sector with complementary products such as low-melting EVA materials for mixing process and embossed PE films for single-use applications, which we distribute through our subsidiary Texpak.”
“Beratex and Texpak are both part of the Bernauer Group, which positions itself as a system supplier of specialised auxiliary and raw materials for the tyre and rubber industries. Beratex & Texpak sees itself as a trusted specialist partner to the global tyre industry, with a strong focus on high-performance product solutions. Our products help tyre manufacturers maintain stable, efficient and high-quality production processes across both PCR and TBR applications,” says Hanspeter Bernauer, Owner and CEO. “At the same time, building on our experience since 1972, we continue to expand our footprint in the tyre and rubber sector with complementary products such as low-melting EVA materials for mixing process and embossed PE films for single-use applications, which we distribute through our subsidiary Texpak.”
A key differentiator for Beratex is its vertically integrated production model, spanning from HDPE film supplied by its subsidiary Kunststoffwerk Lahr to in-house yarn production, weaving, heat-setting, hot-calandering, finishing and confectioning, allowing the company to manage the full value chain internally. In addition, its own hydropower generation plays an important role in ensuring supply reliability, efficiency and sustainability.
INCREMENTAL INNOVATION IN A MATURE INDUSTRY
Despite tyre manufacturing’s maturity, Bernauer sees ample scope for innovation – though largely incremental. “Even in a mature industry like tyre manufacturing, there is still considerable room for innovation. In our view, some of the most meaningful progress comes from better materials, more efficient processes and solutions that help customers reduce waste without compromising performance,” he says.
 “Innovation does not always have to be disruptive. In many cases, the biggest improvements come from practical developments that make production more stable, cleaner and easier to automate. That is exactly where close cooperation between suppliers and manufacturers can create real value,” he adds.
“Innovation does not always have to be disruptive. In many cases, the biggest improvements come from practical developments that make production more stable, cleaner and easier to automate. That is exactly where close cooperation between suppliers and manufacturers can create real value,” he adds.
FACTORY-FLOOR IMPACT AND CONSISTENCY
The operational impact of Bernauer Group’s solutions is most visible in production environments. Liner materials are engineered to stabilise the handling of uncured rubber and reduce variability.
“The most tangible benefits are seen directly on the production floor. Our liner solutions help improve handling reliability, reduce contamination risks and support a smoother, more consistent manufacturing process. As a result, customers benefit from fewer interruptions, lower material waste and more stable output,” Bernauer says.
Texpak’s EVA low-melting bags and films complement this by offering consistent processing behaviour, a defined melting point, consistent thickness, a reliable quality standard and integration into mixing processes.
“For tyre manufacturers, that means better process efficiency, improved product quality and more effective use of materials. In high-volume production, even small improvements in these areas can have a significant operational impact,” Bernauer says.
Consistency remains central to the value proposition. Bernauer notes that Beratex liners are designed to bring consistency and process reliability to high-volume tyre production, with PE and textile liners offering uniform gauges, controlled surface properties and reliable release performance, enabling uncured rubber components to be handled without deformation, contamination or unnecessary variability.
By reducing sticking, tearing and uneven release, these solutions support stable cycle times, smoother automation and lower rejection rates. “Another important advantage is the durability of our liners. Their long service life helps maintain stable conditions over extended production runs, reduces replacement frequency and contributes to overall efficiency on the factory floor,” he adds.
PRODUCTIVITY AND TOTAL VALUE
The company links these performance improvements directly to productivity metrics. “Our solutions can have a very direct impact on factory-floor productivity. When liners perform reliably, manufacturers experience fewer stoppages due to sticking, tearing, misfeeds or contamination. That helps keep line speeds stable and supports better throughput,” Bernauer says.
He explains that by adapting liner solutions to the specific requirements of a process, the company helps customers improve handling, reduce waste and strengthen production control, contributing, in practice, to better overall equipment effectiveness and a more predictable manufacturing environment.
This underpins a broader emphasis on total value rather than initial price, reflecting the economics of high-volume manufacturing.
EVOLVING EXPECTATIONS: COST, PERFORMANCE AND SUSTAINABILITY
Supplier expectations have shifted materially over the past decade. “Customer expectations have changed significantly over the last 10 years. In the past, the focus was often on price and basic functionality. Today, tyre manufacturers expect much more: reliable performance, process consistency, compatibility with automation and clear added value,” Bernauer says.
Sustainability is now central, with Bernauer noting that customers increasingly look for solutions that support material reduction, recyclability and a lower environmental impact while also expecting closer technical cooperation and more customised support – factors that have made supplier relationships significantly more strategic than before.
“Today, it is clearly a combination of all three,” he says, referring to cost, performance and sustainability. “Cost pressure remains important, but manufacturers also understand that performance and process reliability directly affect efficiency, quality and total production cost. The most attractive solutions are therefore the ones that combine cost efficiency, performance and sustainability rather than treating them as trade-offs.”
REGIONAL SHIFTS AND GLOBAL SUPPLY CHAINS
The tyre industry’s geographic footprint continues to evolve. “Yes, we are seeing clear regional shifts in both demand and manufacturing. Capacity continues to move towards Asia and other cost-competitive regions, driven by local market growth, export opportunities and broader supply chain diversification,” Bernauer says.
At the same time, new regions are emerging. “We are also seeing increasing activity in regions that previously played a smaller role in the global landscape, including parts of Africa,” adds Bernauer.
This creates a dual requirement for suppliers: global consistency and local flexibility.
SUSTAINABILITY IN SOURCING AND PRODUCTION
Sustainability considerations are reshaping procurement decisions, with Bernauer noting that the biggest change is that sourcing decisions are no longer driven by price alone, as tyre manufacturers increasingly assess recyclability, material efficiency, carbon footprint and the overall environmental profile of their suppliers. There is also a growing focus on reducing waste through downgauging and the use of reusable materials.

“Beratex is very well positioned in this respect. We generate 100 percent of our electricity from renewable sources through our own hydropower plants, and we can fully recycle all our production waste and reprocess it into new products,” he says.
EV-DRIVEN REQUIREMENTS
Electric vehicles are tightening manufacturing tolerances. According to Bernauer, the rise of electric vehicles is raising the bar for tyre manufacturers, with EV tyres typically requiring tighter dimensional precision, higher load-bearing performance and very consistent production conditions.
“For us, that means developing liner solutions with even greater surface consistency, controlled release behaviour and clean processing performance,” he says.
DIFFERENTIATION THROUGH DURABILITY
Durability and long-term performance are central to the company’s positioning. “What sets Beratex apart is that we combine proven product performance with a strong understanding of manufacturing realities. Our liner solutions are designed to deliver consistent quality, reliable release performance and exceptional durability, with customer references showing Beratex liners in use for over 15 years when properly handled,” Bernauer says.
Bernauer notes that with more than 135 million square metres of liner solutions supplied, the company’s track record demonstrates both long-term product performance and customer trust, adding that the focus remains on total value rather than just initial price.
REDUCING DEFECTS AND WASTE
At a functional level, the materials are designed to minimise defects. Bernauer explains that, in simple terms, the company’s materials help tyre manufacturers handle uncured rubber components cleanly and consistently. When release performance is stable and the liner behaves predictably, there is less risk of sticking, tearing or surface damage.
“Texpak EVA materials help reduce defects and waste in tyre production by offering consistent melting behaviour, uniform thickness and reliable quality,” Bernauer adds.
CHALLENGES AND OUTLOOK
The operating environment remains pressured. “One of the main challenges is the overall cost pressure in a highly competitive market,” Bernauer says, citing raw material volatility and supply chain disruptions. “Another challenge is meeting rising sustainability expectations while still delivering the functional performance customers require,” he adds.
Looking ahead, he identifies two key opportunity areas. “The first is advanced and more sustainable material solutions,” he says, pointing to the demand for recyclable and environmentally responsible products.
“The second is the ongoing shift towards higher-performance tyres, including EV-related applications, which require greater precision, cleanliness and process stability,” he adds.
For Bernauer Group, the approach remains consistent: deepen process integration, refine materials and deliver incremental improvements that scale across global tyre manufacturing.




Comments (0)
ADD COMMENT