

Siemens Brings Traditional Tyre Making Into Digital Age
- By Sharad Matade
- November 04, 2025
The global tyre industry is in the midst of its greatest upheaval since the pneumatic tyre – driven by rapid digital transformation. Siemens, the German global technology company, is leading this revolution, quietly redefining how tyres are designed, manufactured and maintained worldwide.
In a sprawling industrial complex outside Nuremberg, Peter Haan, Head of Global VM Tire, Siemens, brings the enthusiasm of someone who has witnessed an industry’s complete metamorphosis to the oversight of Siemens’ global tyre operations. Recently, Haan outlined the company’s comprehensive strategy for modernising tyre production – addressing the price-sensitive manufacturers of Asia as well as the sustainability-focused plants of Europe.
“Digital transformation didn’t start yesterday, and it didn’t even start during the pandemic,” Haan explains, dispelling common misconceptions about the industry’s technological evolution. “We’ve been working on this for more than 10 years now. We had digital twins a decade ago, which might surprise people who think this is cutting-edge technology.”
The Industrial Metaverse Revolution
The foundation of Siemens’ approach lies in what Haan calls ‘digitalisation for design’ – the creation of what the company now terms the industrial metaverse. This comprehensive digital simulation integrates machines, programmes and entire production processes. It represents years of focused development and has achieved what Haan considers ‘very good status with our integrated approach’.

Haan’s descriptions of recent projects clarify these implications. “We are just building a new plant in Singapore and expanding an existing plant in Germany” he reports. Due to confidentiality agreements, he cannot display the complete digital representation on his computer. Instead of seeing only lines and geometric shapes that require imagination to translate into real machines, one can now observe photorealistic models: virtual people moving, machinery operating and materials progressing through the production process.
This industrial metaverse requires immense computing power, necessitating a close partnership between Siemens and Nvidia. While most consumers know Nvidia for its gaming graphics cards, the company also produces high-end simulation capabilities that enable Siemens and Siemens customers to run simulations in real time with an absolute realistic look and feel.
A second key pillar is digitalisation for operations, achieved through advanced planning and scheduling systems. Tyre manufacturing today exists in a dynamic environment, where customer demands can change daily, a stark contrast to the older, more predictable monthly or quarterly cycles.
“Today, a customer might want to capture one market segment. Tomorrow, they might pivot to electric vehicle tyres. Next week, they could have entirely different ideas based on market conditions,” Haan explains. “Traditional planning systems simply cannot handle this level of flexibility.”
The solution involves Manufacturing Operations Management (MOM) systems that provide immediate responsiveness to market changes. Siemens has successfully implemented this approach across multiple regions, including a completely new greenfield facility in Chennai, which was designed from the ground up using digital operations principles.
Modernising Legacy Infrastructure
The process of implementing digitalisation becomes more challenging when accounting for the hundreds of tyre manufacturing plants worldwide, many of which are equipped with machinery that has decades of operational history. Nevertheless, Siemens has crafted a methodical approach to address these ageing systems.
“This is actually easier to answer than most people expect, though the implementation requires careful planning,” Haan notes. The process begins with laser scanning systems that create high-precision three-dimensional digital representations of entire facilities, mapping every machine location, material flow and worker movement pattern.
This laser-generated data becomes the foundation for plant simulation software that models current operations. “The next crucial step is comparing our simulation results with actual reality to ensure accuracy,” Haan explains. “Initially, no improvement is achieved – we’re simply creating a digital mirror of existing operations.”
Once accurate digital representations exist, optimisation can begin in the virtual environment first. Companies can simulate workflow changes, test automated guided vehicle implementations and identify bottlenecks without disrupting actual production.
To add intelligence to existing machinery, Siemens utilises edge computing devices. “Our SIMATIC IPC127E, for instance, can connect to all existing automation systems, even equipment that’s 30 years old,” Haan says. “We can interface with legacy automations systems from Siemens and any supplier, thus adding intelligence to old machines”
The retrofit approach varies based on existing capabilities. Some situations require minimal hardware changes, while others demand comprehensive replacements of the automation system. “If you have a state-of-the-art automation system, you might need no new hardware at all – just download additional functionality,” Haan explains.
Digital Twins And Real-Time Optimisation
The concept of digital twins running parallel to actual production represents one of Siemens’ most sophisticated technological achievements. These systems utilise edge computing to operate what Haan calls ‘live twins’ that mirror physical machine behaviour in real-time.
Tyre curing provides a compelling example of this technology’s potential. “The temperature inside the bladder during the curing process is challenging to measure directly, especially with traditional rubber bladders,” Haan explains. “But with our digital twin technology, we have virtual sensors so sophisticated that you can specify any point in the bladder, and our system can compute and calculate the exact temperature at that location.”
This capability bridges the gap between simulation and the real world, providing measurement data that is unobtainable through physical sensors. The digital twin processes information such as product geometry, material compression due to steam or water and flow directions influenced by the physical layout. With this, precise optimisation of curing parameters becomes achievable.
 “The simulation can then influence real curing behaviour, making the process more accurate and potentially reducing curing time,” Haan notes. For electric curing systems, this precision enables targeted heating adjustments, such as applying additional heat to tyre edges while maintaining optimal internal temperatures.
“The simulation can then influence real curing behaviour, making the process more accurate and potentially reducing curing time,” Haan notes. For electric curing systems, this precision enables targeted heating adjustments, such as applying additional heat to tyre edges while maintaining optimal internal temperatures.
Regional Market Dynamics
The global tyre industry’s digital transformation unfolds differently across regions, requiring distinct strategies tailored to local market conditions and regulatory environments. These differences significantly impact how Siemens approaches each market.
In China and the broader Asia-Pacific region, price sensitivity dominates decision-making processes. “Customers are extremely price-sensitive, focusing primarily on capital expenditure (CAPEX). Operational expenditure (OPEX) considerations often aren’t in scope initially,” Haan explains. “We have to continually focus about lifecycle costs versus initial purchase prices.”
This dynamic creates challenges for Siemens’ solutions. When comparing automated guided vehicles, for example, Chinese manufacturers often prefer locally-produced systems based on proprietary electronics that appear cheaper initially. Siemens takes a different approach, building AGVs exclusively with industrial automation components – standard PLCs, drives, motors and HMIs.
“Initially, our solution costs more compared to a proprietary electronics-based AGV – we simply cannot compete on initial price with local suppliers,” Haan acknowledges. “However, when you consider lifecycle costs, our approach becomes significantly less expensive.”
The advantage becomes apparent during maintenance scenarios. When a motor fails in a Siemens system, customers can replace it with standard components they likely maintain in inventory for other machinery. Proprietary systems require specific spare parts from original manufacturers, assuming availability and reasonable delivery times.
European Cybersecurity And Workforce Challenges
Europe presents entirely different challenges, beginning with the Cyber Resilience Act (CRA) that will fundamentally reshape the automation landscape starting in 2026. This legislation mandates that all industrial automation products meet specific cybersecurity requirements, with significant implications for existing equipment.
“The European Commission has decided that industrial production and critical infrastructure must be secured against cyber-attacks,” Haan explains. “Given that Europe is effectively at war and cyber attacks are a daily occurrence, this is not just theoretical.”
Siemens is proactively addressing this transition by working with customers to review their equipment bills of materials and provide updated specifications for compliant replacements. This affects both new installations and retrofits, as any significant upgrade must meet new security requirements.
Europe also faces demographic challenges that influence automation requirements. “We have an ageing society with fewer people than countries like India or China, and we’re experiencing a shortage of experienced workers and technical experts,” Haan explains. “This means our products must be simple to use, and machines of our customers must be operated simply.”
European manufacturers also demand continuous operation capabilities. “24/7/365 operation – production cannot be interrupted by unexpected downtime. Predictive maintenance isn’t just nice to have; it’s urgently necessary,” Haan emphasises. “When we work with major German tyre manufacturers, predictive maintenance is included from the beginning. If anyone offered a mixing line without predictive maintenance, they wouldn’t even be considered.”
Artificial Intelligence In Manufacturing
The application of artificial intelligence (AI) in tyre manufacturing has moved from experimental to essential, particularly in areas traditionally requiring human intervention. Visual inspection represents the most obvious opportunity for AI implementation.
“Even in highly automated plants – and I’ve visited completely automated facilities that are quite impressive – you still typically see 20 people doing visual inspection of finished tyres,” Haan observes. “But here’s the fundamental problem: after inspecting 100 tyres, human consistency inevitably declines. We’re not machines – our attention wavers, we get tired, we make mistakes.”
Siemens is collaborating with companies to develop AI-powered inspection systems that integrate high-quality optical equipment with sophisticated pattern recognition algorithms. “The AI must determine whether there’s a fault, what type of fault it is – is it a bubble, is it incorrect wire placement, is it a surface imperfection?” Haan explains.
When discussing accuracy expectations with plant managers, Haan maintains realistic perspectives. “When asked whether the machine recognises 100 percent of failures, I’m honest – no, not 100 percent. But I can say that it recognises defects more accurately and consistently than human beings.”
AI applications extend beyond inspection into production processes themselves. In curing operations, Siemens utilises AI through digital twin technology that operates in parallel with physical equipment. “We measure all incoming variables – electric power consumption, steam pressure, external temperature, internal conditions – and feed this information to our digital life twin running on edge computing devices,” Haan explains.
Using computational fluid dynamics simulations, the system accurately understands how heat behaves throughout the curing process. Real-time comparison between simulation predictions and actual conditions enables continuous optimisation. “For electric curing systems, we can even create different temperature zones – applying more heat to tyre edges while maintaining optimal internal temperatures.,” says Haan.
Sustainability Beyond Green Materials
Sustainability in tyre manufacturing encompasses far more than renewable raw materials, extending through entire product lifecycles from manufacturing to end-of-life processing. Siemens has developed comprehensive approaches to address these challenges.
The company’s ‘SiGREEN’ system calculates complete product-related carbon footprints using standardised communication protocols that include all supplier contributions. “Most companies, when asked about the carbon footprint of a specific tyre, can’t provide accurate data,” Haan notes. “Approximately three-quarters of a tyre’s carbon footprint doesn’t come from the manufacturing plant. It comes from purchased materials and the energy used to produce them.”
This complexity requires sophisticated tracking capabilities. “These complex calculations change dynamically as supply chains shift towards geographically closer sourcing locations,” Haan explains. “Our system links to the bill of materials for each product, tracking exactly what compounds are used in tyre treads versus sidewalls and maintaining complete supply chain traceability.”
This transparency is becoming crucial for business relationships. “Previously, negotiations between tyre manufacturers and automotive companies focused primarily on price. Now we have a new critical component: carbon footprint,” Haan says. Automotive manufacturers face government-mandated carbon limits with significant penalties for non-compliance, making tyre carbon footprints a competitive differentiator.
Tyre recycling represents another sustainability frontier where Siemens provides technological solutions. The company collaborates with several organisations that are advancing pyrolysis technology for tyre breakdown, including joint ventures involving major tyre manufacturers that utilise our completely web-based process control system SIMATIC PCS neo.
“Pyrolysis plants are sophisticated chemical operations requiring precise parameter control,” Haan explains. “You cannot simply shut down a pyrolysis plant during lunch breaks like some other manufacturing processes. These systems require continuous operation with carefully managed temperature, pressure and material feed rates.”
Siemens also supports ultra-high-pressure water jet technology for tyre breakdown, which uses high-pressure water streams to separate tyre components for direct reuse. “This technology requires precise PLC control to manage water pressure, flow rates and separation processes,” Haan notes.
Innovative Equipment Design
Siemens has identified fundamental inefficiencies in traditional tyre manufacturing equipment and developed innovative solutions to address them. Curing presses exemplify this approach effectively.
Standard curing presses typically feature large HMI screens for operator interaction, but actual utilisation analysis reveals these expensive displays are used less than five percent of operating time. “These screens are costly to build and maintain, especially in curing environments with high temperatures and corrosive gases that damage electronic displays. Yet they sit unused most of the time,” Haan explains.
Siemens’ solution eliminates local HMI screens entirely, replacing them with mobile devices, such as tablets, connected to centralised SCADA systems running WinCC software. Haan says, “All screens for all curing presses across a plant are hosted on centralised servers. When an operator needs to interact with a specific curing press, they log into that machine through their mobile device,” says Haan.
This approach provides identical functionality while dramatically reducing costs and improving reliability. “If a plant has 10 operators, providing 10 tablets costs far less than installing individual screens at each curing press. The mobile devices also have much higher utilisation rates and can be used anywhere in the facility,” adds Haan. Electrical curing technology represents another significant innovation thanks to Siemens’ modular ‘e-Starter’ systems, which control heating circuits in electric curing presses. The modular design accommodates various press configurations while providing automatic protection against electrical faults commonly found in high-temperature environments.
“In steel moulds at high temperatures, insulation can fail, creating dangerous grounding or short circuit conditions. Our system recognises these automatically and sends immediate alerts to operators,” Haan explains. The flexibility allows manufacturers to configure systems precisely for their needs, whether they require eight heating segments or 20 or more.
Advanced Fleet Management
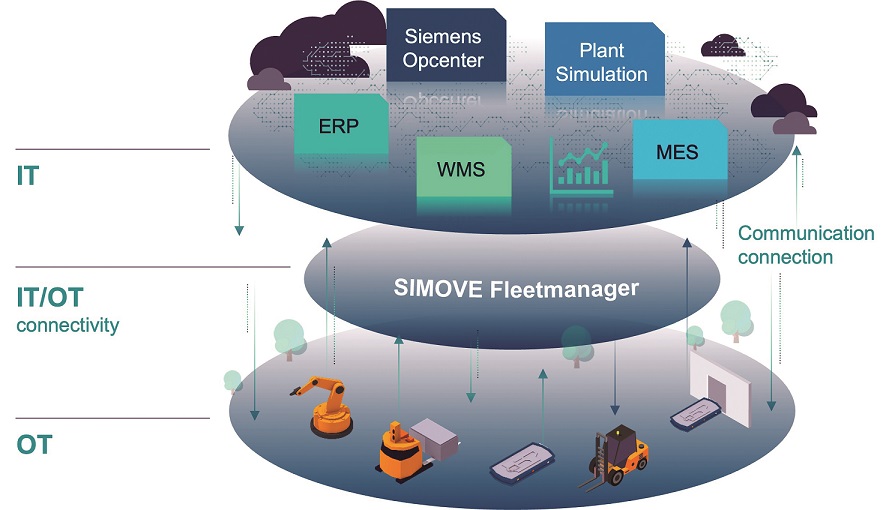
Material handling and logistics automation have evolved significantly. Siemens’ offerings include SIMOVE AGV technology along with comprehensive fleet management solutions, featuring free navigation capabilities that offer greater operational flexibility compared to traditional guided vehicle systems.
The company’s unique approach to AGV fleet management centres on the SIMOVE platform and fleet manager software. “We use only industrial automation components in our AGVs – standard PLCs, drives, motors and HMIs that customers already understand and maintain,” Haan explains.
The fleet management system supports VDA 5050, a standardised communication protocol enabling AGVs from different manufacturers to communicate with each other and central management systems. “Think of it like Profinet for industrial automation – a common communication standard,” Haan says.
Siemens can integrate proprietary protocols from various suppliers, with the fleet manager currently supporting over 20 different AGV communication protocols. This capability gives customers the flexibility to operate mixed AGV fleets while maintaining centralised control.
“The system can control both real-world operations and simulations. If you have a digital simulation of your plant, our fleet manager can demonstrate how AGVs will operate before physical implementation,” Haan notes.
Predictive Maintenance Evolution
Siemens’ Senseye predictive maintenance system distinguishes itself through two key advantages over competitor offerings. First, the system utilises data from standard automation components that generate extensive operational information automatically.
“All drives, all PLCs generate extensive operational data automatically. You can get current consumption, torque output, operating temperatures and many other parameters directly from standard components,” Haan explains. “Just by analysing this standard information, we can predict when machines are at risk.”
Pattern recognition enables early identification of developing problems. Unexpected changes in current consumption patterns might indicate bearing wear or other mechanical issues weeks before actual failure occurs.
The second advantage involves Senseye’s internet-based architecture, which, with customer permission, compares similar machines across Siemens’ global installed base by connecting to standard databases. “This means customers benefit not just from learning about their own machines but from patterns identified across all connected machines worldwide,” Haan says.
This global learning capability creates powerful network effects. When Siemens identifies a failure pattern in one facility, that knowledge immediately becomes available to prevent similar failures in other locations using comparable equipment.
Industry Consolidation And Future Outlook
The global tyre industry is experiencing dramatic structural changes, particularly evident in China, where consolidation has accelerated significantly. “Five years ago, there were approximately 500 tyre manufacturers in China. Now we’re down to fewer than 300,” Haan reports.
This consolidation reflects both market forces and deliberate government policies that promote industry efficiency and environmental performance. “China’s manufacturing policy demands higher technology adoption, better environmental performance and reduced energy consumption,” says Haan. Export challenges compound these pressures, making it difficult for smaller manufacturers to achieve the scale necessary for survival. Government support actively encourages consolidation towards larger, more technologically advanced companies capable of global competition.
Siemens is positioning itself for these changes through what Haan calls ‘glocalisation’ – the company’s new plant that is planned in Singapore reflects this approach. “We’ll see increasingly region-specific trends that require local adaptation while maintaining global technological standards,” adds Haan. The future belongs to companies embracing comprehensive digital transformation rather than piecemeal automation upgrades. “Companies must understand lifecycle costs rather than focusing solely on initial purchase prices. They need to integrate sustainability metrics into operations from the beginning, not as an afterthought,” Haan emphasises.
Most importantly, successful manufacturers will be those capable of rapid adaptation to changing market demands through flexible, digitally-enabled production systems. “The technology exists today to achieve this flexibility – the question is which companies will have the vision and commitment to implement it comprehensively,” says Haan. As Haan concludes: “The tyre industry’s digital transformation is no longer a future possibility – it’s happening now. Companies that delay this transition risk being left behind in an increasingly competitive and regulated global marketplace.”
ZF Group India Wins Contracts For Battery, Tyre and E-Axle Testing
- By TT News
- June 30, 2026
ZF has secured a significant milestone in the Indian automotive sector, receiving three major orders for its advanced test systems. The contracts, which encompass battery, tyre and e-axle testing, position the global driveline and chassis technology leader at the forefront of the nation’s drive to enhance road safety and establish more robust vehicle certification processes. This development aligns with India’s accelerating regulatory efforts to ensure that vehicle testing becomes more independent, rigorous and comprehensive, marking a critical step forward for the industry.
A key aspect of ZF's strategy involves a strong commitment to local manufacturing, with the company emphasising high levels of domestic content for its test systems in support of the ‘Make in India’ initiative. The firm’s extensive background in the field is underscored by its experience in testing over 100 million transmissions, a testament to the proven global reliability of its technology. This foundation of expertise is now being applied to address the specific safety and performance demands emerging in the Indian market.
With the rapid adoption of electric vehicles, battery safety has become a paramount concern, and ZF’s solutions cover the complete spectrum from individual cells to complete packs. These systems evaluate performance, endurance and environmental factors, including rigorous mechanical abuse testing, while adhering to a wide array of international and Indian standards. Furthermore, the company’s tyre testing capabilities are poised to play a crucial role as India prepares to enforce new mandatory regulations, including the BNVSAP and the AIS 142 TPMS Mandate. The ZF Tyre Efficiency Tester (TET.lab), recognised for its precision, offers a modular platform capable of testing everything from motorcycles to heavy commercial vehicles.
The company’s e-mobility test benches feature a high-performance drive module with a flexible, modular architecture designed to accommodate both conventional and electric drivetrains. These systems can be configured for various operations, integrating frequency converters and precision measurement technology for comprehensive testing. ZF’s deep expertise, already deployed by manufacturers and testing authorities worldwide, positions it as a key technology partner for India. As regulatory requirements tighten and the demand for quality escalates, the company is set to support the nation's ambition of building a safe and sustainable automotive ecosystem.
Akash Passey, President, ZF Group India, said, “Testing agencies are the final arbiters of vehicle safety, the bodies whose certification regulators and the public trust. Being chosen across three independent and Government agencies, for three distinct testing disciplines, is a powerful validation of ZF's accuracy, reliability and deep understanding of India's regulatory and testing landscape. ZF Group is proud to provide the technical foundation that makes world-class automotive safety infrastructure possible in India, not just for our OEM customers but also for Government and independent testing agencies.”
Thomas Trebitsch, Vice President, ZF Test Systems and Testing, said, “Over the past years, we have been focusing on the tyre industry in India and introducing our complete product portfolio to India. As the market develops rapidly towards regulations and safety, there is a strong need for robust and world-class testing technology. ZF brings its global competence and a deep understanding of the Indian auto industry to address its specific needs.”
Cleanmax Bets On Hybrid Renewables As Tyre Makers Accelerate Decarbonisation
- By Sharad Matade
- June 09, 2026

As India’s industrial sector accelerates its shift towards cleaner energy, tyre manufacturers are emerging as a critical test case for integrating renewable power into continuous, high-load operations. In this conversation, Kuldeep Jain, Founder and Managing Director of CleanMax, outlines how demand from companies such as CEAT and Michelin is reshaping renewable procurement – from conventional solar contracts to hybrid, round-the-clock solutions – while positioning clean energy as both an operational necessity and a strategic lever for decarbonisation.
Industrial decarbonisation in India is entering a more operational phase, where renewable electricity is no longer a peripheral lever but an embedded component of manufacturing strategy. For CleanMax, this shift is most visible in energy-intensive sectors such as tyre manufacturing, where continuous processes, global supply-chain pressures and ESG commitments are converging to reshape how power is procured and consumed.
Kuldeep Jain, Founder and Managing Director of CleanMax, describes a market moving beyond cost arbitrage towards structural integration of clean energy. Demand from tyre manufacturers – long characterised by high, stable electricity loads – is now influencing both project design and procurement models, pushing developers towards hybrid and round-the-clock renewable solutions.
Energy-intensive industries are increasingly prioritising renewable electricity to manage power costs and reduce operational emissions. Manufacturing sectors with continuous loads are particularly suited to long-term renewable procurement models such as group captive and open-access PPAs, which provide cost stability while supporting decarbonisation goals,” Jain says.
That demand is already translating into project pipelines. CleanMax’s collaboration with CEAT involves developing 59 MW of hybrid wind-solar capacity to supply renewable power to its Halol and Kanchipuram plants. Similarly, its engagement with Michelin includes an open-access solar power purchase agreement supporting operations at the company’s Chennai facility.
“These projects illustrate how large industrial consumers are integrating renewables into their long-term energy strategy. For instance, globally, the International Energy Agency has already noted that industrial electrification and renewable procurement will drive the next phase of the energy transition. Tyres are firmly in that wave,” Jain notes.
FROM INTERMITTENT SUPPLY TO ENGINEERED RELIABILITY
Tyre manufacturing presents a distinctive challenge for renewable integration. Plants operate continuous processes – mixing, curing and vulcanisation – that require stable baseload electricity and thermal energy. Traditional solar PPAs, while cost-effective, are inherently intermittent, limiting their suitability for such operations.
The industry is therefore evolving towards hybrid models that combine multiple renewable sources. “Hybrid projects are gaining traction because they smooth generation across the day, improving plant load factors,” Jain says. According to the International Renewable Energy Agency, such hybrid systems are among the fastest-scaling formats for industrial decarbonisation.
“As a result, the industry is moving beyond single-source solar PPAs towards wind-solar hybrid projects and open-access group captive models that provide higher plant load factors and more balanced generation profiles across the day. Wind-solar hybrid is increasingly seen as the most practical and efficient pathway to scale renewable penetration in continuous manufacturing environments,” Jain explains.
This shift reflects a broader reframing of renewables – not as intermittent substitutes for fossil fuel power but as engineered systems tailored to industrial demand curves. The emphasis is on aligning generation profiles with consumption patterns, rather than expecting operations to adapt to variable supply.
SECTOR-SPECIFIC DECARBONISATION PATHWAYS
Not all heavy industries decarbonise along the same trajectory. Jain draws a clear distinction between tyre manufacturing and sectors such as cement or steel, where process emissions form a significant share of the carbon footprint.
 “If you step back, industries don’t decarbonise in the same way because they don’t consume energy in the same way. A tyre plant is largely powered by electricity. So if you clean up the electricity, you’ve already addressed a meaningful part of its emissions,” he says.
“If you step back, industries don’t decarbonise in the same way because they don’t consume energy in the same way. A tyre plant is largely powered by electricity. So if you clean up the electricity, you’ve already addressed a meaningful part of its emissions,” he says.
However, the challenge lies in reliability. “These are continuous operations. They don’t switch off when the sun sets or the wind drops. That’s why hybrid becomes important, as a way of shaping energy to demand,” Jain adds.
“In case of cement or steel, a significant portion of emissions comes from how the product itself is made. So the shift we’re seeing is subtle but important. It’s about redesigning the energy profile itself so that clean energy isn’t intermittent in theory but dependable in practice,” he continues.
The implication is that electrification-driven sectors such as tyre manufacturing can achieve faster decarbonisation gains through renewable procurement, provided supply reliability is addressed through hybridisation and system design.
ESG, PRODUCT STRATEGY AND COMPETITIVE POSITIONING
Renewable energy is also assuming a more strategic role within tyre companies’ ESG frameworks. What began as a cost-management exercise is increasingly tied to product innovation, sustainability reporting and global competitiveness.
“The conversation around renewable energy in the tyre industry has clearly evolved beyond cost optimisation. Many manufacturers are increasingly integrating renewable power into their broader ESG strategies and supply-chain decarbonisation commitments, particularly as global automotive OEMs push for lower-carbon sourcing across the value chain,” Jain says.
This transition is evident at the product level. CEAT’s launch of its SecuraDrive CIRCL tyre – produced with up to 90 percent sustainable materials – signals how manufacturers are aligning product design with sustainability objectives.
“Renewable electricity procurement helps reduce Scope 2 emissions and supports the development of lower-carbon products, which is becoming an important factor in both sustainability reporting and global competitiveness. As a result, renewable energy is now seen not only as a cost-management tool but also as a strategic lever for product decarbonisation and ESG positioning,” Jain explains.
TECHNOLOGY MIX AND OPERATIONAL ALIGNMENT
From a systems perspective, no single technology provides a complete solution. CleanMax advocates a portfolio approach that combines generation assets with digital tools and flexible contracting structures.
“A portfolio approach works best. For manufacturing operations with steady electricity demand, hybrid renewable systems combining solar and wind have proven effective, as the complementary generation profiles improve overall availability and plant load factors,” Jain says.
Digital energy management platforms play a supporting role by optimising dispatch and aligning supply with consumption patterns. Flexible procurement structures, including open-access and group captive models, further enhance adaptability across sites and regulatory regimes.
“In practice, hybrid setups combining solar and wind have proven effective because they smooth generation across the day and improve overall availability. That’s what makes renewable power usable at scale,” Jain adds.
The CEAT and Michelin projects exemplify this approach, integrating multiple procurement pathways – onsite solar, offsite generation and open-access PPAs – to increase renewable penetration without compromising operational stability.
POLICY VARIABILITY AND MULTI-LOCATION STRATEGIES
India’s regulatory landscape remains heterogeneous, with state-level policies shaping the feasibility and economics of renewable procurement. For tyre manufacturers operating across multiple locations, this creates both complexity and opportunity.
“Overall, the ecosystem is steadily evolving to support higher renewable penetration practically. Open-access mechanisms are becoming more aligned with industrial needs. Renewable procurement is naturally becoming more location-specific,” Jain says.
Different state frameworks enable companies to tailor their energy mix – combining onsite solar with offsite wind or solar depending on regional resource availability and regulatory incentives.
“In practice, this leads to more balanced and resilient energy portfolios. This is also where developers with experience across markets can add value by structuring solutions that are aligned to each site’s load profile, regulatory context and long-term cost objectives, rather than taking a one-size-fits-all approach,” Jain explains.
GLOBAL SUPPLY CHAINS AND RISING EXPECTATIONS
Pressure from global automotive OEMs is accelerating the adoption of renewable energy in India’s tyre sector. As manufacturers integrate more deeply into international supply chains, emissions performance is becoming a criterion for sourcing decisions.
“As tyre manufacturers become more integrated with global OEM supply chains, expectations around emissions are becoming more defined. Renewable electricity is one of the more immediate ways to address this, especially for Scope 2 emissions,” Jain says.
“What we’re seeing is more about alignment – companies are adapting their energy mix to stay relevant in global markets, where sustainability is increasingly part of how sourcing decisions are made,” Jain says.
This dynamic is likely to intensify as OEMs tighten decarbonisation targets and extend accountability across their value chains, reinforcing the role of renewable energy in industrial competitiveness.
THE NEXT FRONTIER: TRACEABILITY AND CARBON MARKETS
As companies move towards net-zero targets, the focus is broadening beyond direct emissions to include value-chain impacts and verification mechanisms.
“Instruments such as renewable energy certificates and carbon markets help companies transparently account for the renewable electricity they procure. At the same time, there is growing focus on Scope 3 reporting as manufacturers work to address emissions across their broader value chains and align with global supply-chain decarbonisation expectations,” Jain says.
Traceability – ensuring that renewable energy claims are verifiable and auditable – is expected to become increasingly important, particularly for export-oriented manufacturers facing stringent disclosure requirements.
A DECADE OUTLOOK: ACHIEVABLE, BUT CONDITIONAL
Looking ahead, Jain is cautiously optimistic about the pace of renewable adoption in India’s tyre manufacturing sector. The fundamentals – declining costs, expanding capacity and supportive policy evolution – are largely in place.
“Over the next decade, higher renewable penetration in tyre manufacturing is well within reach, especially as clean power availability continues to expand. For electricity-led operations, increasing the share of renewable energy is already a practical pathway, not a distant target,” he says.
However, execution will hinge on system-level factors. “What will make the difference is how reliably this power can be integrated at scale – through consistent open-access frameworks, stronger grid alignment, and wider use of hybrid solutions that better match continuous industrial demand,” Jain says.
The trajectory is clear: renewable energy in tyre manufacturing is transitioning from opportunistic adoption to structural integration. For developers such as CleanMax, the challenge – and opportunity – lies in engineering solutions that convert intermittent resources into dependable industrial infrastructure.
Wallace Instruments Launches WAS3 Pneumatic Cutting Press To Enhance Specimen Precision And Safety
- By TT News
- June 08, 2026
Wallace Instruments, a globally recognised leader in rubber testing equipment, has expanded its United Kingdom-manufactured specimen preparation lineup with the launch of the WAS3 Pneumatic Cutting Press. The new device joins the company’s range of rubber testing equipment.
Unlike manual cutting methods, pneumatic systems apply consistent force on every cycle, eliminating operator fatigue and variability. Poorly prepared specimens with uneven edges or internal stress can compromise test accuracy, while the pneumatic approach also reduces repetitive physical strain, supporting technician wellbeing during long production runs.
The WAS3 prioritises safe single-operator use through a two-button activation system requiring both buttons to be pressed within half a second, preventing any hand contact with the cutting area. Additional three-sided protective guards further enhance operational safety.
Delivering 15 kN of cutting force, the press easily cuts through 10-mm thick, 95 Shore A rubber sheet using five bar of filtered air pressure. It works with existing Wallace cutting dies, so laboratories can integrate the unit without replacing current tooling, and its compact footprint suits both lab and production environments.
Chris Norval, Managing Director, Wallace Instruments, said, "Specimen preparation is the foundation of accurate rubber testing. With the WAS3, we focused on practical safety, dependable cutting performance and drop-in compatibility. Labs get a compact pneumatic press that fits the air lines already in place, uses their current Wallace dies and delivers consistent results for every operator – because when specimen quality is controlled, you can have confidence in the results that follow."
- DUNLOP
- Sumitomo Rubber Industries
- Fujitsu Limited
- Tyre Analysis
- FUJITSU MONAKA
- Finite Element Method
DUNLOP And Fujitsu Slash Tyre Analysis Time By 90 Percent With New AI Surrogate Model
- By TT News
- June 04, 2026
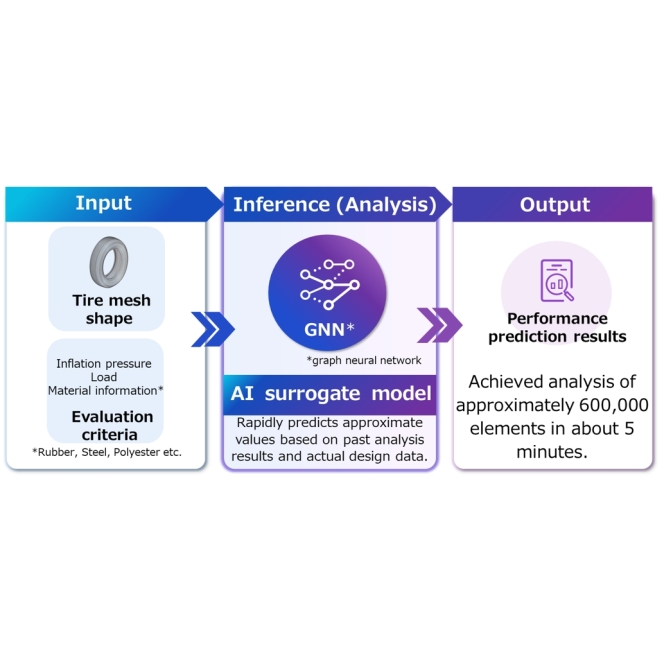
DUNLOP (company name: Sumitomo Rubber Industries, Ltd.) has teamed up with Fujitsu Limited to create an artificial intelligence (AI) surrogate model that predicts tyre performance rapidly and with high precision. The breakthrough was validated in a proof of concept tied to DUNLOP’s digital transformation strategy. When applied to tyre deformation upon road contact, the technology slashed analysis time by 90 percent, from 45 minutes to just 5 minutes while processing nearly 600,000 mesh elements.
Based on these results, both firms will build a design support tool, aiming for deployment at DUNLOP by April 2027. The system runs on FUJITSU MONAKA, a next-generation energy efficient Arm-based CPU.
Tyre design typically relies on finite element method (FEM) analysis, where finer mesh grids boost accuracy but increase calculation time and costs. To tackle this, the partners developed an AI surrogate model that solves FEM equations using past data. The model, based on the Graph Neural Network algorithm, predicted contact shape with 87.7 percent accuracy, enabling faster decisions and lower costs.
Select findings will be shared at the 31st Computational Engineering Conference starting 3 June 2026. By December 2026, both companies will test the model on a FUJITSU MONAKA prototype to refine speed and power use.
Under its long-term strategy R.I.S.E. 2035, DUNLOP seeks to provide new experiential value from rubber. Through this co creation, the tyre maker will enhance its analytical technologies and strengthen innovation. Fujitsu will promote this approach across large scale FEM analysis in automotive and other manufacturing sectors, contributing to carbon neutrality via an AI platform combining FUJITSU MONAKA and GNN.





Comments (0)
ADD COMMENT