


The most basic difference between an electric vehicle (EV) and internal combustion engine (ICE) tyre is that the former demands lower rolling resistance, quieter tread patterns and higher load bearing capacity. While there have been innovations within the tyre industry to meet the current demand for EV tyres, at the molecular level, research and development continues to achieve enhanced compound efficiency as tyre mixtures are complex.
As electric vehicles redefine performance benchmarks, tyre technology is undergoing a molecular-level overhaul. While the industry has focused on rolling resistance, noise reduction and load capacity, Japan’s Kuraray is pushing the boundaries deeper into the chemistry of rubber itself. By integrating silane-functionalised liquid rubbers into natural rubber-silica systems, the company aims to resolve longstanding formulation challenges. These innovations not only offer measurable improvements in abrasion resistance and wet grip but also open the door to broader adoption of sustainable materials in EV tyres. Kuraray’s work signals a strategic shift towards more efficient, adaptable and environmentally aligned tyre compounds.
Japan-based chemicals manufacturer Kuraray has dismissed all odds to achieve a more efficient molecular chemistry in tyres with its silane-functionalised liquid rubbers. In an earlier issue, Tyre Trends had reported how the company’s silane-modified rubber marked a major leap in tyre technology as it enhanced polymer interaction within the tyre, especially in natural rubber and silica-based formulations.
Coming to the present, its silane-functionalised liquid rubbers offer the reduction of rolling resistance (RR) and the resulting compound shows excellent balance of low RR, abrasion resistance and wet grip performance.
Speaking to Tyre Trends exclusively on the development, Technical Service Engineer for Quality and Product Development Department, Elastomer Division, Kuraray Co., Naoto Takahashi, divulged, “We propose to incorporate natural rubber (NR) for silica-based PCR treads. NR is preferable for its high strength and from the viewpoint of sustainability. However, the combination of NR and silica has typically been considered unusual as compounds for PCR treads. One of the reasons is that NR and silica have poor interaction, which causes decrease of physical properties.”
“Our silane-functionalised liquid rubbers can react with silica in the mixing stage and with NR in the vulcanisation stage. Using this technology, NR or silica-based compounds have been proven to have an excellent balance of lower RR and competitive abrasion resistance and wet grip compared to typical styrene-butadiene rubber, butadiene rubber and silica compounds. So we believe it has the potential for EV tyres, which require these properties,” he added.
Furthermore, using silane-functionalised liquid rubber in tyre manufacturing offers several advantages. Firstly, it provides a plasticising effect during the mixing stage, leading to lower torque and electricity consumption.
Secondly, the improved rolling resistance itself contributes to the sustainability goals by extending the driving range of EVs. Long-range EVs significantly reduce carbon dioxide emissions compared to fossil fuel-powered vehicles. This helps mitigate global warming and other climate changes. In addition, EVs with extended range reduce the burden on charging infrastructure and promote efficient energy use. Less frequent charging means reduced strain on the power grid.
Additionally, the improved performance of NR and silica compounds sheds light on the utilisation of NR, which is a kind of sustainable material. “We believe this technology could expand the potential of NR. If you are considering using more NR in your products, then this type of liquid rubber could be useful,” added Takahashi.
MIXING THE MIXTURE
Typically, it has been said that conventional silane coupling agents have poor reactivity with NR. This is not the case for silane-functionalised liquid rubbers. The liquid rubbers react with silica at the mixing stage by hydrolysis and condensation, in the same manner as silane coupling agents. As a result, the silica would be surrounded by hydrophobic liquid rubber chains. This helps silica to disperse well in the rubber matrix.
In the subsequent stage of vulcanisation, the reaction of liquid rubber chains and NR occurs. This forms bonds between two types of rubbers, effectively resulting in reinforcement of silica-NR interaction.
“We believe that these mechanisms contribute to maximising the potential of NR and silica combination,” said Takahashi.
The molecular weight of rubber is another key factor in determining the characteristics of liquid rubbers, alongside the glass transition temperature and monomer components.
Explaining how the molecular weight range of Kuraray’s liquid rubbers affect its compatibility and performance in tyre applications, the executive said, “Our liquid rubbers’ molecular weight range is strategically positioned between typical plasticisers and solid rubbers, ensuring an optimal balance of enhanced processing and physical properties.”
“Each grade’s molecular weight is precisely controlled and tailored to specific purposes and applications. Generally, liquid rubbers with lower molecular weights offer superior compatibility with other ingredients, while those with higher molecular weights provide better physical properties. Interestingly, the viscosity of liquid rubber alone does not determine the processability of compounds. We are glad to support you in selecting the ideal grade of liquid rubber to achieve your objectives,” he added.
He also noted that liquid rubbers have a low tendency to bleed out as a plasticiser because of their higher molecular weight and ability to be vulcanised. The low migration property directly affects the life span of the tyres.
Additionally, the improved abrasion resistance compared to traditional plasticisers also offers the long-term liability of tyres. “Wear particle is one of the biggest issues in today’s tyre industry because it has been recognised that it has a severe impact on the environment. The new regulation to handle this matter has been under discussion for a long time. Our silane-functionalised liquid rubbers would offer the solution to these challenges,” noted Takahashi.
COMPETITIVE EDGE
One of the characteristics of the material is its narrow molecular weight distribution. This provides the benefit of suppressing reduced physical properties due to the low molecular weight fraction. Another is that it has functional groups grafted onto the polymer chain. These functional groups seem to have different reactivity compared to other types of modification.
These features have a positive effect on the storage stability and other performances as tyres. The company highlighted that it has already found that the material would not deteriorate so much for 1-2 years in a bulk container under air.
Besides, the silane-functionalised liquid rubber technology is applicable to various types of tyres including winter and all-season tyres, and high-performance tyres. It is particularly beneficial in improving the dispersion of silica fillers, reducing compound viscosity and enhancing overall tyre performance. This technology helps achieve a balance between grip, low RR and abrasion resistance, making it suitable for a wide range of tyre applications.
Considering the characteristics of the material, another application of this type of material is TBR. Most TBR tyres use NR and carbon black (CB) compounds with less or no oils. However, using silica in place of CB in TBRs is getting more and more attention to achieve the high level of rolling resistance and wet grip performance. Here emerges the problem of NR and silica combination. As mentioned above, the silane-functionalised liquid rubbers would act as the effective additive for these kinds of compounds.
Commenting on the role of the liquid rubbers in enhancing wet or ice grip performance on winter tyres, Takahashi explained, “We have two types of silane-functionalised liquid polybutadiene with relatively higher glass transition temperature (Tg) and lower Tg. Initially,
we only commercialised the former one. However, in response to customer demand, we have developed another grade with lower Tg and are now fully equipped to mass-produce.”
“Liquid rubbers with lower Tg provide flexibility to the compounds even at low temperatures, which is particularly beneficial for the ice-grip performance of winter tyres. This flexibility ensures that the rubber remains pliable and maintains good contact with icy surfaces, enhancing traction and safety. Since the compound Tg is also highly affected by other components such as solid rubbers, plasticisers and resins, we think that our product lineup with different Tg offers freedom of choice for users’ compound formulation,” he added.
MEETING DEMANDS
The company continuously spoke with tyre manufacturers during the development of its liquid rubber. “We have instruments in our laboratory for measuring not only compound properties but also tyre performances such as wet grip and abrasion resistance. This allows us to have close and detailed technical communication with our customers,” said Takahashi.
He added, “The wet grip performance is usually expressed by the value of tanδ at 0 deg.C as an index from the viscoelasticity measurement. But the actual compound’s grip performance often shows a different result from the viscoelasticity. We have equipment to measure the friction coefficient of compounds on wet and icy surfaces, allowing us to minimise the discrepancy between viscoelasticity and grip performance.”
Alluding to how the use of silane-functionalised liquid rubber in EV tyres aligns with current trends and future directions in tyre technology, he said, “We recognise the growing trend towards sustainability as well as the importance of reducing rolling resistance and wear particles. Here, we recommend using NR more to address these issues. While the combination of NR and silica may not be the conventional choice for PCR tread compounds, we believe that our innovative approach demonstrates the potential of this formulation. The use of silane-functionalised liquid rubber offers the excellent dispersion and reinforcement of NR and silica compounds, paving the way for the solution to address future challenges in tyre technology.”
Takahashi indicated that the silane-functionalised liquid rubber can play a role in reducing the carbon footprint of tyre production. The key driver, he explained, is a measurable drop in rolling resistance, which translates into lower fuel consumption for internal combustion vehicles and reduced electricity use in EVs.
The firm also highlighted its broader sustainability efforts, noting that its liquid rubber plant is ISCC Plus-certified. From this year, Kuraray has started producing sustainable materials under a mass-balance approach – an initiative that includes its latest silane-functionalised grades, though the product range is still expanding.
On managing cost-performance trade-offs, he acknowledged that liquid rubber typically commands a higher price than traditional plasticisers. However, the benefits tend to supplement the cost.
The company pointed to challenges like dispersing high-surface-area silica in tread compounds – an area where its liquid rubber grades can provide a processing advantage. It also emphasised the potential of NR and silica combinations, made feasible with its silane-modified products, as an example of how formulation innovation can justify the premium.
Kuraray’s silane-functionalised liquid rubber represents a critical inflection point for tyre formulation – technically and environmentally. By enabling stable silica dispersion in natural rubber and forming durable crosslinks during vulcanisation, it addresses both performance and sustainability imperatives.
While the cost remains a consideration compared to traditional plasticisers, the material’s added value, such as reduced energy use, lower rolling resistance and extended tyre life, could redefine return on investments calculations for manufacturers. Its compatibility with evolving regulations on wear particles and carbon footprint reduction positions it not just as an additive but as a strategic material. The challenge ahead lies in scaling adoption without compromising economic efficiency.
Himadri Speciality Chemical Named ‘India’s Leading ESG Entity’ By Dun & Bradstreet
- By TT News
- April 08, 2026

Himadri Speciality Chemical Ltd. has been named ‘India’s Leading ESG Entity’ by Dun & Bradstreet in its report, ‘ESG Horizons: Now and Next 2026’. The honour acknowledges how deeply the company has woven environmental, social and governance considerations into its main business approach. By focusing on clean technologies and building out the lithium-ion battery value chain, Himadri proves that responsible manufacturing and sustainable expansion go hand in hand.
Dun & Bradstreet arrived at this decision using its own ESG Intelligence Framework Rating, which looked closely at the company’s performance during FY25 across key environmental, social and governance indicators. Winning this distinction shows how consistently Himadri works to generate lasting value for everyone connected to the business while keeping industrial practices responsible. Anurag Choudhary, CMD and CEO, Himadri Speciality Chemical, has explained that ESG thinking drives their innovation efforts from the ground up. Through breakthroughs in advanced materials and battery technology, the firm actively pushes forward the global movement towards a cleaner economy.
Several real-world achievements back up Himadri’s reputation for sustainability leadership. All eight of its manufacturing sites operate on a zero-liquid discharge basis. The company generates enough clean power internally to cover 100 percent of its electrical energy needs. Beyond environmental measures, Himadri has also built a strong global presence, supplying specialised chemical solutions to clients spread across 56 different countries.
A business model rooted heavily in research and development along with circular use of resources allows Himadri to keep sustainability at the centre of its growth story. By integrating these principles rather than treating them as an afterthought, the company ensures its long-term impact on both industry and the environment remains positive.
- Dr Gerard Nijman
- American Chemical Society
- Fernley H. Banbury Award
- Vredestein
- Prof Ingen Housz
- Albert Dijks
- Michelin
- Green Tyre
The Rubber Whisperer
- By Sharad Matade
- April 06, 2026

How Dr Gerard Nijman de-mystified the ‘black magic’ of tyre engineering.
In the high-stakes, multi-billion-dollar world of automotive engineering, where the screeching captures the headlines, Dr Gerard Nijman focuses on the quiet, molecular drama happening just inches from the asphalt. To the uninitiated, a tyre is a simple black circle of rubber. To Nijman, it is a visco-elastic masterpiece, a complex soup of polymers, fillers and oils that behaves according to laws of physics that many in the industry once dismissed as ‘black magic’.
Recently, the Rubber Division of the American Chemical Society announced Dr Nijman as the recipient of the Fernley H. Banbury Award. It is one of the highest honours in the field, a recognition of a lifetime spent bridging the gap between the ‘black magic’ of the factory floor and the cold precision of laboratory rheology.
Now, two months after it was announced, I feel proud of being awarded and it is an acknowledgement of my contributions to rubber processing,” Dr Nijman says, reflecting on a career that has spanned nearly four decades. “However, if I consider the enormous lineup of previous winners, I still cannot realise that I am a part of it... I am probably still too humble to really enjoy it.”
THE FRIDAY EVENING CALL THAT CHANGED EVERYTHING
Dr Nijman’s journey into the world of elastomers didn’t begin with a lifelong passion for tyres, but rather with a fortuitous interruption. In 1987, he was deep into a PhD project focusing on molecular orientation in injection-moulded products. His trajectory seemed set for a traditional academic or specialised research path until a Friday evening phone call changed his life.
The caller was the P&O Manager of Vredestein, the Dutch tyre manufacturer. He was looking for a process engineer, specifically someone who understood the complexities of extrusion. For Dr Nijman, it was an opportunity to apply his theoretical knowledge to a massive industrial scale without abandoning his roots.
“For this position, I did not really have to leave my comfort zone, so I decided to join Vredestein on a 50 percent basis while I completed my PhD project,” Dr Nijman recalls. At the time, the industry’s understanding of material flow was rudimentary. The ‘gold standard’ was the Mooney viscosity test – a simple measurement that Nijman knew was insufficient for the high-speed, high-heat world of modern manufacturing.
“I was fascinated by rheology and especially how the material morphology was related to the processing behaviour. At Vredestein, the common understanding of Rheology was ‘Mooney viscosity’, but somehow, I could make them clear that understanding processing means that one must understand the (thermo-)rheological behaviour and morphological characteristics of rubber compound in much more detail,” he says.
 SEEING THROUGH ‘SCIENTIFIC GLASSES’
SEEING THROUGH ‘SCIENTIFIC GLASSES’
Dr Nijman attributes much of his success to a trio of mentors who helped him synthesise his disparate skills. His PhD supervisor, Prof Ingen Housz, taught him the fundamental skill of ‘looking at industrial processes through scientific glasses’. It was this ability to analyse a complex, messy industrial problem until the root cause was exposed that set Dr Nijman apart.
At Vredestein, his first boss, Albert Dijks, built his confidence by handing him immense responsibility early on. Meanwhile, Kees Hettema taught him the art of the deal – how to negotiate with customers – and Matthias Sieverding of KraussMaffei Berstorff eventually gave him the reins to lead an entire business unit.
“What I learned from all of them is that, while believing in what you are doing, you should not be afraid of answering difficult questions from your stakeholders,” Dr Nijman notes. This philosophy allowed him to navigate the friction that often exists when a scientist tries to tell a factory veteran that their decades-old ‘gut feeling’ might be wrong.
BREAKING THE SPELL OF ‘BLACK MAGIC’
In the 1980s and 90s, rubber manufacturing was often viewed as more art than science. When a production line ran into trouble, solutions were often found through trial and error. “Suddenly, problems were solved without really knowing why,” Dr Nijman explains. “It was commonly called ‘black magic’.”
Dr Nijman became one of the first engineers to replace that magic with math. He realised that the complex technological hurdles of the industry – irregular shrinkage, surface defects and inconsistent quality – could be solved through a rigorous rheological approach.
His most transformative moment came during the ‘Green Tyre’ revolution of the early 90s. Michelin had just introduced silica-based compounds, which offered lower rolling resistance and better wet grip. While industry giants like Goodyear were still scrambling to adapt, the smaller Vredestein successfully implemented the technology.
The secret weapon was Nijman’s understanding of the microstructure. He recognised that silica compounds were a different beast entirely from the traditional carbon black mixtures. “We looked at the compounds’ processing behaviour by looking to the degree of freedom of the rubber molecules moving around in their microstructure,” he says.
By understanding how silica hindered or helped the ‘relaxation’ of rubber molecules after extrusion, Dr Nijman was able to control ‘extrudate swell’ – the tendency of rubber to expand like a sponge after being squeezed through a die. Without this scientific insight, manufacturers faced uncontrolled shrinkage, leading to tyres that simply didn’t fit the rim.
 THE PORSCHE 911 CHALLENGE: WHEN THEORY MEETS THE ROAD
THE PORSCHE 911 CHALLENGE: WHEN THEORY MEETS THE ROAD
Perhaps the most gruelling test of Dr Nijman’s career wasn’t a tyre at all, but a piece of high-performance aerodynamics: the active front spoiler for the Porsche 911 Turbo. This rubber lip had to deploy at high speeds via air bellows and retract perfectly through its own elasticity once the car slowed down.
The stakes were astronomical. Porsche demanded ‘A1 surface quality’ – meaning the rubber had to be absolutely flawless, with zero visual defects and uncompromised functionality, all while meeting the strict Start of Production (SOP) deadlines of one of the world’s most iconic cars.
“Naming it a challenge was an understatement,” Dr Nijman admits. The project required a total immersion in the material’s behaviour. Dr Nijman describes his method as almost meditative: “I try to be part of the microstructure of the rubber compound on its way from rubber slab to the shape in which it is conveyed. Then I am able to ‘observe’ my surrounding and to ‘see’ what happens with the rubber molecules in their world of fillers, process oils and chemicals.”
THE DIGITAL TRAP: A WARNING TO THE NEXT GENERATION
As Dr Nijman prepares to retire at the end of this year, he looks at the current state of engineering with a mix of admiration and concern. Today’s engineers have access to powerful simulations and AI that Dr Nijman could only dream of in 1987. However, he warns that these tools can be a double-edged sword.
 “Engineers tend to believe the results of such simulations are true without critical interpretation,” he says. “In the world of rubber, where chemistry and physics are constantly shifting during the heat of production, a computer model can only go so far. A rubber compound behaves truly visco-elastic. This is not something you can ignore.”
“Engineers tend to believe the results of such simulations are true without critical interpretation,” he says. “In the world of rubber, where chemistry and physics are constantly shifting during the heat of production, a computer model can only go so far. A rubber compound behaves truly visco-elastic. This is not something you can ignore.”
He has observed a shift where younger engineers prefer to solve problems via the Human-Machine Interface (HMI) rather than walking the shop floor. To Dr Nijman, the smell of the rubber and the heat of the extruder are essential data points that a laptop cannot capture. “Both must be done to successfully solve the production problem.”
A SUSTAINABLE FUTURE: THE FINAL FRONTIER
Dr Nijman isn’t using his retirement to slow down; instead, he’s refocusing on the industry’s biggest challenge: sustainability. He believes the next decade of tyre technology won’t just be about grip or speed, but about energy.
“Both tyre manufacturers and extrusion line suppliers should focus more on how to save energy and how to recover heat,” he asserts. He points out a glaring blind spot in current research: while everyone wants ‘sustainable’ compounds, few are looking at reducing the viscosity of the rubber itself – the single biggest factor in how much energy a factory consumes to shape a product.
Reducing scrap and optimising heat recovery, he argues, will require a deeper cooperation between research institutes and manufacturers. “There is still a lot more to be explored scientifically,” he says.
THE LEGACY OF A ‘HUMBLE’ EXPERT
For those entering the field today, Dr Nijman’s advice is simple: love the work, or leave it. But if you stay, never stop asking ‘why’.
“Pursue to deeply understand the problem before you start solving it,” he counsels. “Rubber processing and tyre manufacturing is very exciting... especially if you love being on the shop floor and, at the same time, if you are able to continuously interpret your observations.”
As he prepares to accept the Banbury Award, Dr Nijman remains the same engineer who once spent his Friday nights thinking about molecular orientation. He has spent his career making the complex simple – so simple, in fact, that he measures his success by a unique metric.
“It helped me a lot to realise to explain very complex situations in a way that my mother-in-law would understand,” he says. “That is how I could realise breakthroughs.”
The ‘black magic’ of rubber is gone, replaced by the lifelong work of a man who decided to step out of his comfort zone and look at the world through scientific glasses. Dr Gerard Nijman didn’t just engineer tyres; he engineered a more precise, sustainable and understood future for the entire industry
- HS HYOSUNG ADVANCED MATERIALS
- Rooftop Solar Power Installation
- Tyre Cords
- Smart Green Factory
- Renewable Energy
HS HYOSUNG Powers Vietnam Subsidiary With 17.5-MWp Solar Power Installation
- By TT News
- March 31, 2026

HS HYOSUNG ADVANCED MATERIALS has completed and commenced operation of a 17.5-MWp rooftop solar power installation at its facility in Vietnam’s Nhon Trach Industrial Park, located within Dong Nai Province. This marks a significant step in the company’s broader effort to reshape its Vietnam operations – its largest global manufacturing base for tyre cords and technical yarns – into what it terms a ‘Smart Green Factory’. By merging renewable energy infrastructure with digital energy management systems, developed in partnership with the energy IT specialist Nuriflex, the firm is positioning this site at the forefront of its transition towards becoming a global eco-friendly manufacturing hub.
A key element of this transformation is the deployment of an Internet of Things based energy management system, which allows for real-time oversight of electricity generation and equipment performance. This digital layer not only streamlines operational efficiency but also contributes to greater equipment reliability and overall productivity gains, ensuring that the integration of renewable energy delivers tangible improvements beyond simple power generation.
With further solar installations set to be completed by August, total rooftop capacity at the Nhon Trach site will reach 37.5 MWp. Once fully operational in the latter half of the year, HS HYOSUNG ADVANCED MATERIALS anticipates annual electricity cost savings exceeding KRW 6 billion (approximately USD 3.94 million), bolstering its cost competitiveness. The expansion is also expected to deliver meaningful reductions in greenhouse gas emissions, reinforcing the company’s long-term commitment to sustainable management practices.

Through advanced energy IoT solutions, the Vietnam subsidiary now systematically manages carbon reduction data generated from its solar power operations. This capability enables a more structured response to rising demands from major global customers – including Michelin, Bridgestone, Goodyear, Continental and Pirelli – for verified renewable energy usage and carbon emissions information. By strengthening its ESG performance across the supply chain, the company is leveraging its solar infrastructure and smart energy management not merely as facility investments but as strategic tools to enhance environmental responsibility and competitiveness in a market where sustainable value chains are increasingly essential.
“Starting with our Vietnam production base, we are simultaneously promoting renewable energy transition and energy efficiency improvements across our operations. By expanding solar power facilities, we will strengthen both cost competitiveness and ESG capabilities while proactively responding to the evolving requirements of our global customers,” said an official from HS HYOSUNG ADVANCED MATERIALS.
- Association of Natural Rubber Producing Countries
- ANRPC
- Natural Rubber
- Monthly NR Statistical Report
- Middle East Crisis
ANRPC Publishes Monthly NR Statistical Report For February 2026
- By TT News
- March 31, 2026

The Association of Natural Rubber Producing Countries (ANRPC) has released its Monthly NR Statistical Report for February 2026, detailing a period of significant market activity influenced by geopolitical tensions, macroeconomic changes and shifting supply-demand dynamics within the global natural rubber sector.
As per the report, global natural rubber production for 2026 is forecast to reach 15.324 million tonnes, a 2.2 percent increase from the 14.996 million tonnes recorded in 2025. February output alone is projected at 994,000 tonnes, marking a 3.4 percent year-on-year rise due to favourable weather and higher rubber prices. Despite this overall growth, production trends vary among member nations. While Thailand is expected to remain the top producer, Indonesia and Vietnam face short-term constraints from structural and agronomic issues. Meanwhile, Malaysia is advancing efforts to restore abandoned plantations, with the Rubber Production Incentive activated in Sarawak and Sabah and the Malaysian Rubber Board targeting the rehabilitation of 4,137 hectares of idle land in 2026.
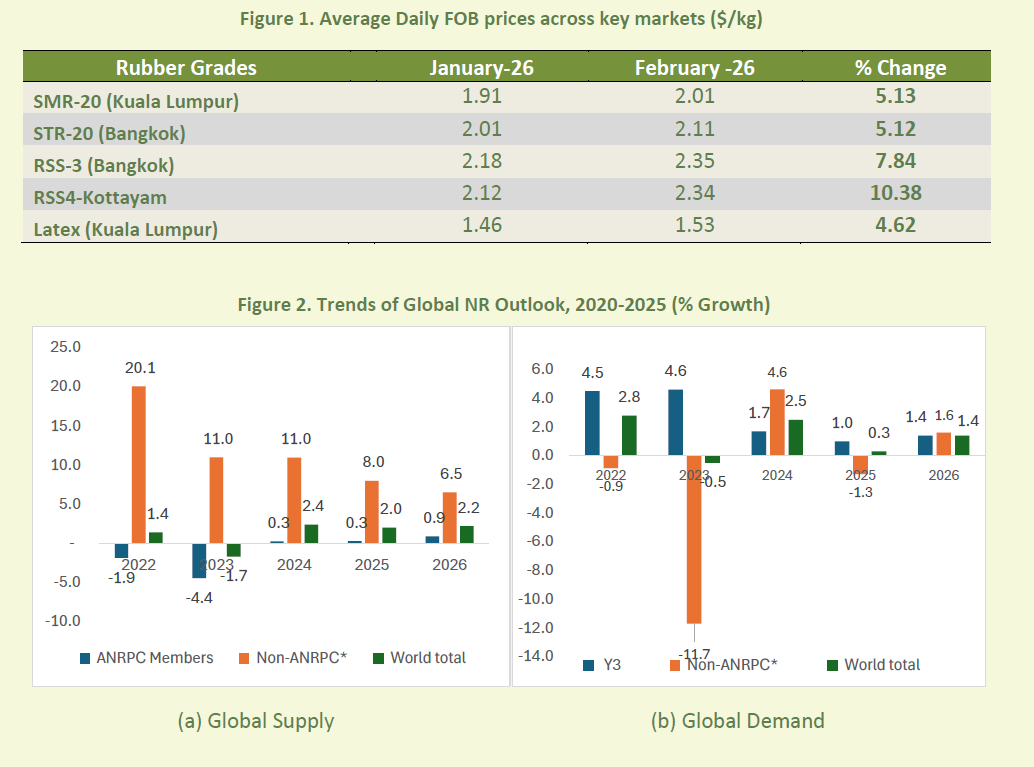
Physical and futures markets saw notable price increases across major grades in February. In Kuala Lumpur, SMR-20 averaged USD 2.01 per kilogramme, a 5.13 percent monthly gain, while STR-20 in Bangkok rose 5.12 percent to USD 2.11 per kilogramme. Sheet rubber grades also strengthened, with RSS-3 increasing 7.84 percent to USD 2.35 per kilogramme and RSS-4 in Kottayam surging 10.38 percent to USD 2.34 per kilogramme. Centrifuged latex in Kuala Lumpur closed the month at USD 1.61 per kilogramme. Futures mirrored this firming trend, as the Shanghai Futures Exchange May 2026 contract averaged roughly 16,508 CNY (approximately USD 2,388) per tonne and the SGX contract averaged USD 1.92 per kilogramme, supported by strong demand and tightening supply expectations ahead of the seasonal low-yield period from February to May.
Crude oil volatility added further complexity, with Brent averaging USD 70.89 per barrel in February – up 6.43 percent from January – before spiking to approximately USD 104 per barrel in early March following military actions in the Middle East and the closure of the Strait of Hormuz, a conduit for nearly 20 percent of global oil supply. This has introduced a risk premium with implications for synthetic rubber competitiveness and natural rubber demand. Currency shifts also play a role, as the Malaysian Ringgit appreciated modestly to 3.89 MYR per USD and the Thai Baht strengthened to around 31.08 THB per USD by late February, affecting trade competitiveness. Looking ahead, rising automotive production, especially of new energy vehicles in China, India and Southeast Asia, is expected to sustain demand and support prices. However, risks persist from US-China trade tensions, Middle East geopolitical instability, weather uncertainties during the low-yield season and currency fluctuations tied to US monetary policy, all of which could disrupt supply chains and export revenues.






Comments (0)
ADD COMMENT