


- Plastic ( soft or malleable) at normal ambient temperatures
- A melting point above approximately 45 °C.
- A relatively low viscosity when melted (unlike many plastics)
- Insoluble in water
- Hydrophobic

We shall be discussing here on the waxes which are only being used in the rubber and plastic industry. Beeswax, perhaps , is the first wax which used by human in the beginning of our civilization, was one of the important renewable source of fuel. The honey comb formed by bees has typical hexagonal geometric pattern (Fig.1). Bees wax is used in tire building drum, if the rubber is too sticky, it can also be used in two roll mill to take care of rubber sticking to the rolls. It is frequently being used in the BC, MC, PC, TB inner-tube making industry during pre-forming operation in the green stage when inner-tubes are expanded under mild air pressure just before curing in mold.
The main commercial source of wax is, however, crude oil but not all crude oil refiners produce wax. "Mineral" wax can also be produced from lignite. Plants, animals and even insects produce materials sold in commerce as "wax". There are five categories of waxes being used in rubber industries :
- Bees Wax
- Paraffin Wax - made of long-chain alkane hydrocarbons
- Microcrystalline Wax - with very fine crystalline structure
- Chlorinated Paraffin Wax
- Polyethylene Wax
- Chlorinated Polyethylene Wax
The major uses of petroleum based waxes are in rubber, cosmetics and in Candle industry. They are generally white in color but show usual brown color (Fig.2) due to contaminated with oil traces. Two types of waxes, in general, are used in rubber industry, Paraffinic wax and Microcrystalline wax. Its normal dose is 1-3 phr and high level of wax impairs low temperature flexibility and compression set. Rubber compounder considers wax as a very important processing aid because it has following advantages:
- Improves mixing properties

Fig No 2
Petroleum Based Wax - Improves dispersion of filler and other ingredients
- Improves extrusion properties
- Improves upon extrudate and calendared surface finish
- Protects surface and acts as antioxidant /antiozonate
Paraffin and Microcrystalline waxes are derived from petroleum. They are easy to recover and offer a wide range of physical properties that can often be tailored by refining processes. Most producers offer two distinct types of petroleum waxes: paraffins, which are distinguished by large, well formed crystals; and microcrystallines, which are higher melting waxes with small, irregular crystals. Microcrystalline wax contains substantial proportions of branched and cyclic saturated hydrocarbons in addition to normal alkanes.
Some producers also sell "intermediate" wax, in which the boiling range is cut where the transition in crystal size and structure occur. Petroleum wax producers also characterize wax by degree of refinement; fully refined paraffin has oil content generally less than 0.5% and fully-refined micro-crystalline less than 3%. Paraffin wax produced from petroleum is essentially a pure mixture of normal and iso-alkanes without the esters, acids, etc. found in the animal and vegetable-based waxes.
Paraffin wax (or simply "paraffin") is mostly found as a white, odorless, tasteless, waxy solid, with a typical melting point between about 47-64 °C and having a density of around 0.9 g/cm3. It is insoluble in water, but soluble in ether, benzene, and certain esters. Paraffin is unaffected by most common chemical reagents, but burns readily. Paraffin wax is generally unbranched hydrocarbon having carbon above C17 and are solid at room temperature. Their carbon atoms typically ranges between C17 - C30 and having typical melting point around 60°C. All paraffinic wax are recovered from fractional distillation of petroleum.The name paraffin implies that it contains straight hydrocarbon structure but it has branch also. Branched paraffins are called ‘Isoparafins’ and cyclic parafins are called ‘Cresines’ or ‘Isoceresies’.


Pure paraffin wax dose in rubber compounding varies from 1-3 phr. Pure paraffin wax is rarely used these days in rubber industry as it has oozing character and in excess it causes blooming on green rubber components, that results in reduction in compound tack. They are frequently blended with microcrystalline wax in rubber compounding therefore.
Pure paraffin wax is an excellent electrical insulator, with an electrical resistivity of between 1013 and 1017 ohm meter. This is better than nearly all other materials except some plastics (notably teflon or polytetrafluoroethylene). It is an effective neutron moderator and was used in James Chadwick's 1932 experiments to identify the neutron. Paraffin wax (C25H52) is an excellent material to store heat, having a specific heat capacity of 2.14–2.9 J g–1 K–1 (joule per gram per kelvin) and a heat of fusion of 200–220 J g–1(joule per gram). This property is exploited in modified drywall for home building material.
Microcrystalline waxes: This is produced by de-oiling petrolatum, as part of the petroleum refining process. Microcrystalline wax contains a higher percentage of isoparaffinic (branched) hydrocarbons and naphthenic hydrocarbons. It is characterized by the fineness of its crystals in contrast to the larger crystal of paraffin wax. It consists of high molecular weight saturated aliphatic hydrocarbons with comparatively higher melting point than paraffinic wax. It is generally darker, more viscous, denser, tackier and more elastic than paraffin waxes. The elastic and adhesive characteristics of microcrystalline waxes are related to the non-straight chain components which they contain. Typical microcrystalline wax crystal structure is small and thin, making them more flexible than paraffin wax. It is commonly used in rubber formulation and cosmetic formulations.
Its usual carbon atom ranges from C40–C70 , having comparatively higher melting point (Fig.4) between 80-105 0C because they have higher number of carbon. Common dose in rubber compounding is between 1-3 phr. Some time higher dose of 100% Micro crystalline wax is difficult to process and as a result they are often blended with paraffinic wax for rubber use. Blending is also done for economical reasons as microcrystalline wax is comparatively costlier. Paraffinic wax, having smaller molecular weight bleeds faster in cured rubber article, whereas, 100% micro crystalline wax will have inherent resistance to faster volatilization and eventually, blended wax will have an intermediate property. Refineries may also utilize blending facilities to combine paraffin and microcrystalline waxes. This type of activity is prevalent especially for industries such as tire and rubber industries.
Higher dose of antioxidant and anti ozonates are always advised to add along with microcrystalline wax because the later help slower migration of antioxidant and antiozonates on the product surface and thereby increase on the product durability against ageing process. Tire curing bladder is often blended with 1-3 phr of microcrystalline wax.
_0.jpg)
Fig.7: Chlorinated Polyethylene waxes (CPE)
Chlorinated Paraffin Wax
Upon chlorination of paraffinic wax we get Chlorinated Paraffin Wax(CPW). This is available in batch process that is processed from effective exothermic reaction. This reaction generates a by-product hydrochloric acid that is later removed out of the solution. Finally stabilizer and solution is mixed that provide the required final product, which is used in various industrial applications. With 30 to 70% chlorine and insolubility in water, these CPWs have low vapor pressure. Chlorinated Paraffin Wax is highly inert, insoluble in water and they have low vapor pressure. Generally used as plasticizers in plastic and elastomers, where flame retardant property is important.
Polyethylene waxes (PE-Wax)
Polyethylene waxes or PE-Wax is same familiar polyethylene chemical structure (Fig.5) but with lower molecular weight , generally around or less than 3000.This is a processing aid in elastomer and plastics but basically they are a form of synthetic resins. It is a white solid product (Fig.6) appears in the market as powdery, lumpy, or flaky product. It is a non-toxic product having concentrated distribution of molecular weight of 1500 with specific gravity about 0.94 with high softening point but low fusion viscosity with melting point; 112 - 118°C, melt peak 110 °C, flash point 210°C, minimum. It has excellent stability against polishing, scratch resistance, metal mark resistance, scuff resistance. PE-Wax is resistant to water and chemical materials.
Inside Henkel’s Quiet Revolution
- By Sharad Matade
- June 16, 2026
As modern automobiles evolve, especially electric vehicles, noise reduction has become essential across all segments, not just luxury models. With electric powertrains eliminating engine noise, road and tyre acoustics are now central to vehicle refinement. Henkel plays a key role in this shift, leveraging its materials science and adhesive technologies in automotive manufacturing. The company is now focused on transforming the increasingly important field of tyre acoustics through advances in chemistry, process engineering and strategy.
Dr Rainer Schönfeld, Head of Global Market Strategy for Henkel’s Automotive Components business, leads this initiative. He explains how the concept of placing foam inside a tyre has become a strategic technology in the electrification era, and how Henkel aims to redefine the process.
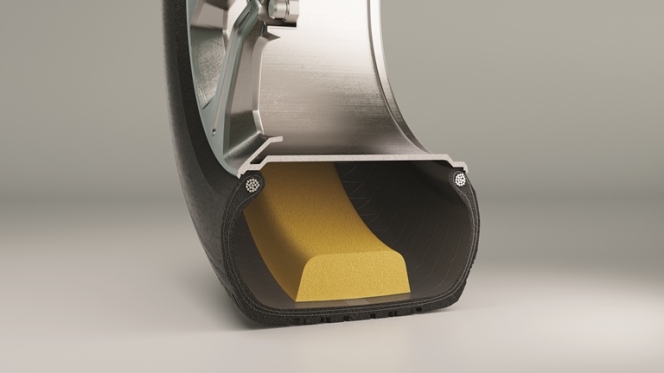
For over a decade, ‘silent tyres’ have featured in premium vehicles. These tyres use polyurethane foam inside the cavity to dampen resonance generated as the tyre rolls, often likened to a drum sound. As the tyre rotates, a standing wave forms within the cavity, typically between 200 and 250 hertz, and this energy travels through the chassis into the cabin, making it audible.
 “In the early years, it was a very small business. For nearly eight years, there was limited traction. Over the last five years, however, we have seen significant growth,” Dr Schönfeld says.
“In the early years, it was a very small business. For nearly eight years, there was limited traction. Over the last five years, however, we have seen significant growth,” Dr Schönfeld says.
The shift is closely tied to electric vehicles. Without the masking effect of an internal combustion engine, road noise becomes far more prominent, particularly at lower speeds. Foam-based solutions, Dr Schönfeld argues, address a problem that cannot be solved by tyre compounds alone.
“You can influence noise through the compound, but you will never reach the same level of effect as with foam. The cavity noise will always exist,” he says,
Laboratory tests show reductions of roughly 10 to 20 decibels at the critical frequency – enough to produce a noticeable improvement in cabin refinement.
However, the current manufacturing model for these tyres is inefficient. Foam is produced in blocks, cut to various sizes and shipped to tyre plants, where it is bonded inside the tyre with adhesives. While effective, this method adds significant complexity.
Manufacturers must manage dozens of foam variants across tyre sizes. Warehousing requirements expand, as foam – largely air – occupies significant volume. Internal logistics become cumbersome, with material repeatedly moved between storage and production lines. The cutting process generates waste, while bonding introduces additional quality control challenges.
“You are dealing with up to 10 or 20 different foam dimensions. And you are essentially storing and transporting air. That creates both cost and complexity,” Schönfeld notes.
It is this structural inefficiency that prompted Henkel to rethink the process from first principles. The result is its patented LOCTITE LASER-FIT process, a system that replaces pre-formed foam and adhesives with a fully integrated, three-step approach: cleaning the tyre, applying a liquid foam precursor and activating the structure through laser processing.
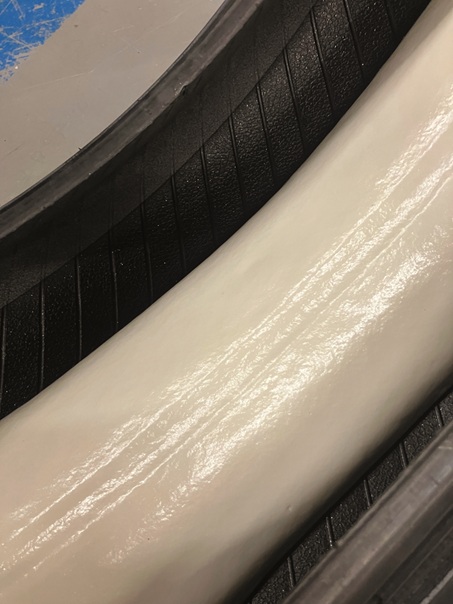
At its core, the innovation lies in applying a reactive liquid formulation directly into the tyre. The material expands and cures at ambient temperature, forming an acoustic foam in the place. The approach eliminates pre-cut foam patches, manual handling and the adhesive bonding stage altogether.
“The idea itself is quite obvious. But making it work reliably in a production environment is highly complex,” Dr Schönfeld says.
One of the central technical challenges relates to the nature of polyurethane foam. When it forms, it naturally develops a surface skin. While necessary during expansion, this skin reduces the acoustic effectiveness and the mechanical durability of the foam. Henkel’s process addresses this through an integrated laser step, developed with specialised partner 4Jet Laser System, which removes the surface layer and exposes the open-cell structure beneath.
Dr Schönfeld explains, “The acoustic performance depends on having an open-cell surface. The sound energy must be able to enter the foam and be dissipated.”

The process is both rapid and precise. The liquid precursor is applied within seconds, begins expanding almost immediately and completes foaming within roughly 30 seconds, with full curing achieved shortly thereafter. The tyre is rotated during application, using centrifugal force to distribute the material evenly and prevent sagging.
What distinguishes the system is not only its chemistry but also its adaptability. The application pattern can be adjusted dynamically for different tyre sizes and geometries without the need for retooling. This removes one of the most persistent constraints of the traditional model, where each tyre dimension requires a specific foam insert.
The implications extend well beyond process simplification. By eliminating pre-formed foam, manufacturers reduce material waste entirely. Storage requirements shrink, as liquid precursors occupy a fraction of the space required for foam blocks. Logistics become more efficient, while automation ensures consistent application quality.
“The whole system becomes simpler. You remove complexity, reduce waste and improve consistency at the same time,” Dr Schönfeld says.
As with any automotive innovation, however, trade-offs must be managed carefully. The addition of foam increases tyre weight by approximately 300 to 400 grammes – modest but not insignificant in a sector where efficiency gains are often incremental.
Thermal behaviour presents another consideration. Foam inherently provides some insulation, raising the risk of heat build-up under high-speed conditions. Dr Schönfeld emphasises that mitigating this effect was a central development requirement. “You have to ensure that the foam does not lead to critical temperature increases. The integrity of the tyre must never be compromised,” Dr Schönfeld adds.
Durability is equally demanding. The foam must withstand sustained mechanical stress over tens of thousands of kilometres without cracking or degrading. Early-stage materials exhibited such weaknesses, requiring significant refinement to achieve the necessary fatigue resistance.
The technology must also coexist with other evolving features of modern tyres. Sensors for monitoring pressure and temperature are increasingly standard, and integrating these components within foam-based systems remains an area of ongoing development. Similarly, compatibility with puncture sealants is being evaluated, although the foam itself – being open-cell – does not provide sealing capability.
From a market perspective, silent tyre technology has followed a familiar trajectory, beginning in luxury vehicles before gradually moving into premium and mid-range segments. Electric vehicles have accelerated this transition, as the absence of engine noise heightens the importance of road noise mitigation.
“In electric vehicles, the application rate is much higher. But we also see it moving into other segments over time,” Dr Schönfeld notes.
Adoption remains concentrated in original equipment markets, with limited penetration in the aftermarket. While replacement silent tyres are available, widespread retrofitting is constrained by economics, scale and regulatory requirements.
 Geographically, interest is broadly distributed. Dr Schönfeld points to engagement from tyre manufacturers across Europe, North America and Asia, with India emerging as a market of growing relevance. Road surface conditions, climatic factors and rapid infrastructure expansion create distinct acoustic challenges that may favour such solutions.
Geographically, interest is broadly distributed. Dr Schönfeld points to engagement from tyre manufacturers across Europe, North America and Asia, with India emerging as a market of growing relevance. Road surface conditions, climatic factors and rapid infrastructure expansion create distinct acoustic challenges that may favour such solutions.
Perhaps the most consequential dimension of Henkel’s approach lies in sustainability. Conventional silent tyre designs face a critical limitation: recyclability. Certain adhesives used in bonding processes can interfere with tyre shredding, causing operational issues such as equipment clogging and even fire hazards. As a result, some recyclers exclude silent tyres altogether.
By eliminating adhesives from the process, Henkel’s system enables tyres to be processed through standard recycling streams. “Recyclability is becoming increasingly important. Our solution avoids the issues that exist with some traditional bonding systems,” Dr Schönfeld says.
This aligns with emerging regulatory frameworks, particularly in Europe, where stricter requirements around end-of-life tyre management are expected. Concepts such as digital product passports – capturing data on materials, usage and recyclability – are likely to become standard.
Henkel’s LOCTITE LASER-FIT process is currently undergoing validation with tyre manufacturers, with commercial deployment expected towards the latter part of the decade. “We are still in the optimisation phase. Full validation takes time, but the direction is clear,” Dr Schönfeld says.
In many respects, the evolution of silent tyres reflects a broader shift in automotive engineering. Performance is no longer defined solely by speed or efficiency; it increasingly encompasses refinement, comfort and sensory experience.
“It is about comfort. And comfort is becoming more important as vehicles evolve,” Dr Schönfeld reflects.
HS HYOSUNG ADVANCED MATERIALS Unveils Next-Gen Carbon And Aramid Solutions For Military Applications At InLEX KOREA 2026
- By TT News
- June 12, 2026

HS HYOSUNG ADVANCED MATERIALS made a significant impact at InLEX KOREA 2026, the international defence exhibition hosted from 9 to 11 June at the Daejeon Convention Center. The company placed its advanced material technologies at the forefront, positioning them as future cornerstones of the defence industry.
The exhibition, organised by the Ministry of National Defense and the Army Headquarters, gathered military and civilian stakeholders to chart the sector’s trajectory. HS HYOSUNG ADVANCED MATERIALS used the platform to unveil defence applications of its proprietary carbon fibre, aramid and lyocell while actively building customer networks and hunting for global defence contracts.
Three specialised units collaborated on the ground. The Carbon Materials PU featured aerospace-grade propulsion tanks for drones and satellites alongside chopped fibre and 3K carbon fabrics. Concurrently, the Aramid PU presented ballistic helmets and body armour woven from heat-resistant, high-strength aramid yarns aimed at maximising soldier safety.
In a separate showcase, the Tire Reinforcement Materials PU introduced eco-friendly lyocell yarn and carbonised lyocell fabrics. The Aramid PU’s protective gear and the Carbon Materials PU’s lightweight composites collectively demonstrated how HS HYOSUNG ADVANCED MATERIALS is broadening the use of advanced composites in military applications.
Lim Jin Dal, Chief Executive Officer of HS HYOSUNG ADVANCED MATERIALS, said, “Through this exhibition, we hope to demonstrate how our advanced high-performance materials technologies can be applied to Korea’s defence industry. Building on our continuous R&D efforts and commitment to localising advanced materials, we will contribute to establishing a stable supply chain and continue growing together with the defence industry.”
ARLANXEO And Covestro Achieve 20% Drop In Carbon Footprint For Synthetic Rubber
- By TT News
- June 12, 2026

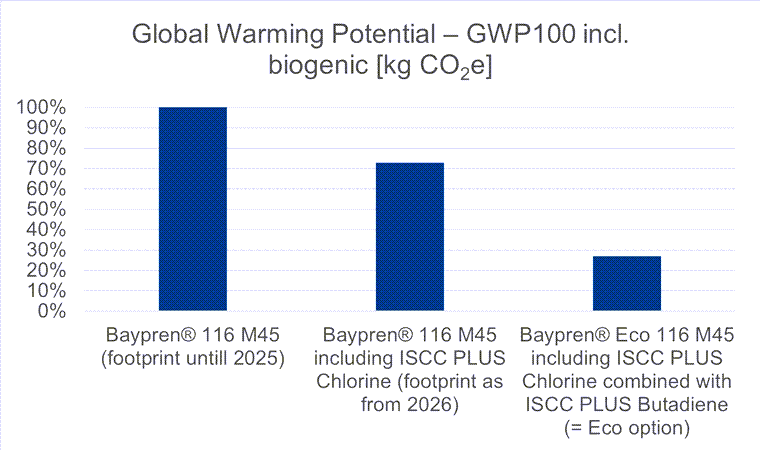
ARLANXEO and Covestro have deepened their partnership to enhance sustainability in synthetic rubber manufacturing. ARLANXEO has incorporated ISCC PLUS-certified chlorine from Covestro into its chloroprene rubber production, resulting in a marked decrease in the product environmental footprint of the Baypren portfolio. Covestro produces this certified chlorine using renewable electricity, thereby supporting lower greenhouse gas emissions across the supply chain.
Beginning in January 2026, ARLANXEO’s entire chloroprene rubber output relies exclusively on ISCC PLUS-certified chlorine, representing a major advancement in the company’s long-term sustainability strategy. Depending on the product grade, this shift delivers an average 20 percent reduction in global warming potential compared to 2025 levels. As a critical raw material provider, Covestro has enabled this transition by ensuring a steady supply of the certified chlorine.
The adoption of ISCC PLUS-certified feedstocks strengthens ARLANXEO’s standing as a premier supplier of sustainable elastomer solutions for industries with aggressive climate goals, including automotive, construction, industrial manufacturing and adhesives. Additionally, ARLANXEO now offers Baypren Eco grades that combine certified chlorine with ISCC PLUS-certified butadiene.
These eco grades allow for even deeper environmental impact reductions while maintaining full performance, helping customers meet their own sustainability targets without compromising product quality.
Niels van der Aar, Head of Sustainability at ARLANXEO, said, “Integrating ISCC PLUS-certified materials into our production is a key step in reducing the environmental footprint of our CR products. It underlines our commitment to supporting customers with more sustainable material solutions while advancing transparency along the value chain by supplying corresponding product environmental footprint data for ARLANXEO’s entire CR product portfolio.”
Moritz Winterstein, Head of Trading Cluster Basic Chemicals EMEA at Covestro, said, “At Covestro, we support our customers in reducing emissions along the value chain by supplying more sustainable basic chemical raw materials from our multiple ISCC PLUS-certified production sites. Our collaboration with ARLANXEO demonstrates how certified raw materials and renewable electricity can contribute to lowering the product environmental footprint of downstream applications and support customers in achieving their sustainability targets.”
- Association of Natural Rubber Producing Countries
- ANRPC
- Natural Rubber
- Monthly NR Statistical Report
ANRPC Publishes Monthly NR Statistical Report For April 2026
- By TT News
- June 04, 2026

The Association of Natural Rubber Producing Countries (ANRPC) released its April 2026 report, highlighting rising prices despite lower production. Output fell 2.59 percent year-on-year due to the seasonal wintering period, dry weather across South and Southeast Asia and El Niño concerns. Brent crude surged to USD 117.29 per barrel, up 13.72 percent from March, driven by Middle East disruptions, which boosted centrifuged latex valuations.
Physical prices rose across all major grades. SMR-20 in Kuala Lumpur increased 4.61 percent to USD 2.13 per kilogramme, while STR-20 in Bangkok climbed 3.53 percent to USD 2.27. RSS-3 in Bangkok jumped 8.10 percent to USD 2.77, and RSS-4 in Kottayam rose 6.53 percent to USD 2.50. Centrifuged latex in Kuala Lumpur gained 12.47 percent to USD 1.93 per kilogramme. Futures markets remained firm, with the Shanghai Futures Exchange September 2026 contract averaging CNY 17,009 per tonne.
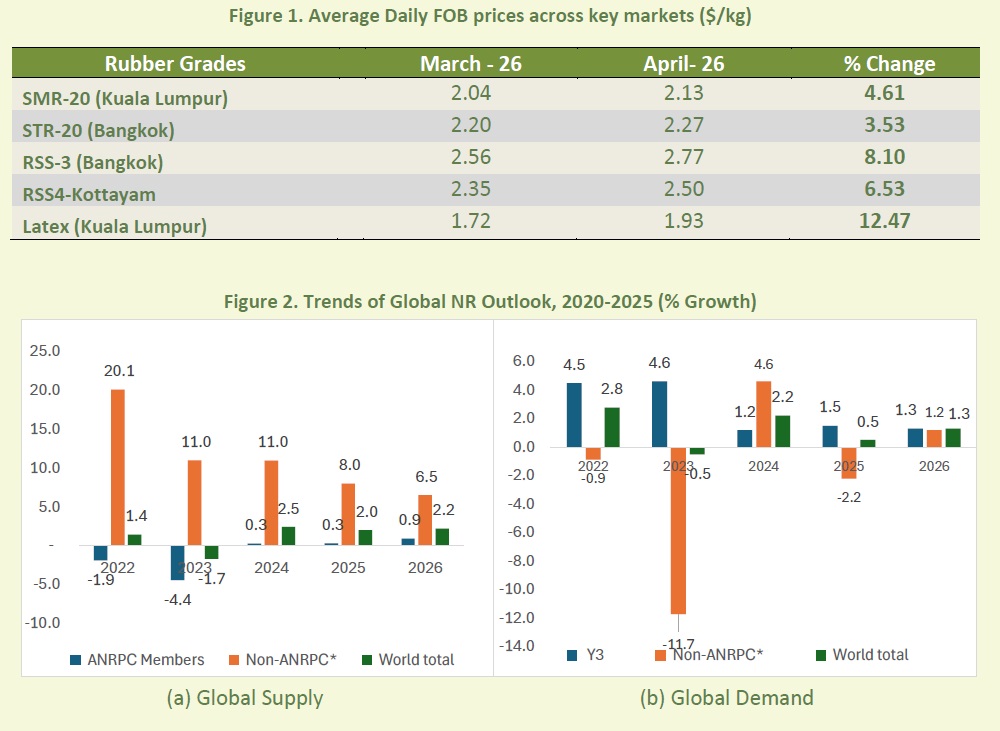
For 2026, global production is projected at 15.322 million tonnes, up 2.2 percent, with upward revisions for China and Malaysia. Consumption is forecast to grow 1.3 percent to 15.550 million tonnes, driven by electric vehicle production and recovery in rubber goods. In April alone, estimated output was 772,000 tonnes, while consumption reached 1,235,000 tonnes, a 2.3 percent annual rise.
Trade patterns diverged sharply. China’s imports fell 13.35 percent to 538,200 tonnes due to high inventories, while India’s imports surged 38.79 percent on strong manufacturing demand. Thailand’s exports contracted 4.28 percent to 378,000 tonnes, but Cambodia’s exports soared 106.49 percent. The Malaysian ringgit strengthened to near 3.96 against the US dollar, while the Thai baht stabilised around 3.07 after volatile trading.
The macroeconomic environment remained tense, with US-China trade friction, the Middle East conflict and the US Federal Reserve holding interest rates at 3.50 to 3.75 percent. The near-term outlook for natural rubber is cautiously positive but subject to heightened volatility.
The ANRPC reaffirmed its commitment to objective analysis for the sustainable development of the natural rubber sector. Member governments and stakeholders were encouraged to use the report’s findings for evidence-based policies.




Comments (0)
ADD COMMENT